Any manufacturer will have experienced the very irritating problems related to late delivery. Despite bulky inventories, every now and then a customers urgent need cannot be satisfied at the date agreed upon. The author shows the way out.
Goals and constraints.
Order-book and production schedule are the two aspects of one and the same reality. In the end, a new order coming in from any customer wont be properly booked until it is inserted in a simulated production schedule. Depending largely on hazards of all kinds, the schedule must constantly be readjusted according to changes in the production conditions and to more or less important modifications in the customers orders. How, under such circumstances, can fairly reliable delivery dates be ascertained?
Processing is subject to three types of constraints:
·capacities of the different production-units shaping the multi-processed products
·minimal intervals between two operations (= processing steps)
·prescribed product sequences at any production-unit for technical or economical reasons
As a rule, new orders are registered at the half-empty end of the scheduled order-book, making use in the first place of the gaps left between previous insertions. Obviously, the product sequences at any of the processing units cannot obey sequencing constraints at the moment the orders are registered. Later on, order permutations will settle the question. A delivery margin, large enough to cover these permutations, will prevent late deliveries. Finally, the problem is solved by one single parameter per processing-unit: the permutation margin. The scheduled order-book will be a pre-schedule within which the final schedule with its permutations will be developed at the moment of processing.
In order to get rid of any optimization procedures during pre-scheduling, the five targets aimed at are listed here below by decreasing priorities (occasional sequencing constraints will bring about larger inventories by grouping part of the orders for a smoother, cost-reduced processing; in this context, optimization becomes a necessity at the moment of ultimate scheduling):
(1):respect the delivery terms agreed upon with the customers
(2):offer to each customer the nearest possible delivery date
(3):minimize inventories
(4):maximize the load of the production facilities
(5):minimize changes from schedule to schedule
Postponing delivery dates by adequate margins is the only way to get enough leeway for grouping orders, compensating production hazards, etc. An increase of inventory is the price to pay for it.
The second priority tends to maximize the loads of the different processing-units composing the plant; the customer, of course, is free to choose a later delivery date at his best convenience. The orders registered previously are liable to be moved back to earlier dates in order to make room for new orders. There again, for the sake of short delivery terms (and higher productions), inventories and their cost are on the increase. We assume that the additional production is profitable enough at least to take on these costs (thus escaping yet another optimization procedure).
Once the delivery date of an order has been fixed, the third priority tends to manufacture the order as near as possible to the agreed date (notwithstanding the fact that the order may finally be moved back to earlier dates).
The fifth priority brings in the current production schedule as a guide-line for updating the production process. The future schedule is derived from it by a strict application of the five priorities and their hierarchy while taking into account the changes that have meanwhile occurred in the order-book and on the shop-floor (breakdowns, advances, ). Continuity of scheduling is a necessity to put the customers minds at rest. By the way, it maintains the customers vested rights:
·in opposition to the usual rule first in, first out, the agreed delivery date fixes the precedence of any order notwithstanding its entry-date (by preferring a postponed delivery date to the offered shortest possible one, the customer loses any priority over another mans order to be delivered earlier than his, albeit it has been registered later than his)
·the longer an order stays in the order-book, the more it runs the risk of being delayed by production hazards; however, compensations between ancient and recent orders will not take place
Any pre-scheduling proceeds from four basic listings:
·the inventories
·the current production-schedule
·the order-book
·the characteristics of the batches
Basic notions.
An order coming in from the customer may concern different products. It is split up into batches of interchangeable items. For practical reasons, too big a batch may be broken up into a series of well-sized smaller ones.
The production facilities are assumed to be composed of any number of processing-units (production-units). According to its operational pattern, a given product passes (here in a sequence known beforehand) through some of the units, undergoing the planned operations. Depending on the product it belongs to, any item takes a specific processing-time per production-unit.
The capacity of any processing-unit depends on its time-schedule (the production a processing-unit is capable of depends on its time-schedule as well as on the mean processing-time of the product mix it has to work on).
Here, each unit being supposed to work round the clock, it can be represented by its time-axis, the origin (point zero) corresponding to the time of the day. After a breakdown or any interruption scheduled or not, the origin of the processing-time of the concerned unit may happen to be postponed. Each point of any time-axis represents a date. The processing-time of a batch at a production-unit (belonging to its operational pattern) is the interval between its starting- and finishing-dates (at any unit the processing of any batch is not allowed to be interrupted on purpose).
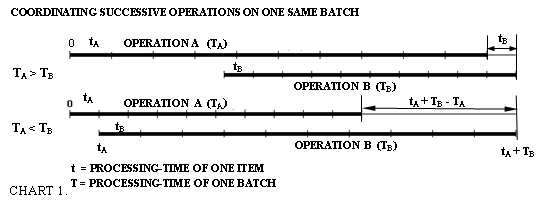
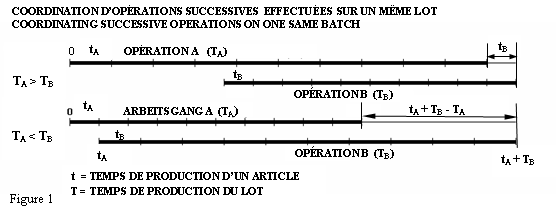
Between two operations A and B following each other directly during the processing of one and the same batch at units FA and FB, there will be a time-gap, measured by the interval separating the finishing-dates (for instance) of operations A and B (cf. chart 1). Processing-time TA of the batch may be longer or shorter than TB. The gap is at least TB TA (but cannot be inferior to zero). To this must be added the processing-time tA taken in FA by just one of the items composing the batch. Indeed, operation B cannot start until a first item has been delivered by FA.
The transfer from unit to unit, as well as the conditioning of the products beyond processing-time (cooling, drying, fermenting, ) may sensibly increase the minimal gaps defined above. On top of it come the safety and sequencing margins that, in practice, are nothing but further extensions of the minimal gaps. By the shifting of the registered orders due to priority (2) the real gaps will in general exceed the minimal ones.
If the operational pattern is such as to process a given product repeatedly by the same production-unit, we must be able to handle loops. The gap between two operations Xn, Xn+1 carried out at the same unit FX must at least be equal to the processing-time of the second operation X n+1.
The operational processing-time and the gap between two of the operations carried out on one and the same batch are quite different notions. A tunnel-oven may have a very high output (the inverse of the very short mean processing-time = interval between two subsequent items leaving the furnace), while the unavailability of the products (= gap with respect to the previous operation) takes all the time hours if not days of their slow travel through the whole length of the oven and of their slow cooling in the open air. The processing-times concern the production-rates, the gaps concern the stay-times of the batches inside the production facilities.
After each operation, during the time (of the gap) the batch is not available for further processing, it enters inventory. After each processing step, any operational pattern delivers a semi-finished product to the respective inventory. The pattern is thus shortened, leaving a stumped batch. The next operation must wait for the availability of the semi-finished product. The previous operation remains temporarily in the order-book as a ghost operation located at point zero of the concerned production-unit, its processing-time being reduced to zero, its minimal gap corresponding to the availability delay. Stumped batches are a quite normal consequence of the existence of operational patterns in multi-processing manufacturing.
Occasionally, as far as a processing-unit is fully loaded or scheduled for good, part of its load may be taken out of account. Point zero of the concerned unit is shifted accordingly; at this virtual origin virtual stumped batches will arise.
Tools.
A series of specific tools (= procedures) will greatly simplify the passage from order-book to schedule.
Sequences.
We shall consider three kinds of sequences:
·per batch, the sequence of operations that must be carried out (= operational pattern)
·per processing-unit, the sequence of the batches as they have been scheduled so far (batch sequence)
·for the whole of the production facility, the overall sequence of the batches each of them being represented by the starting-date of its very first operation
Up- and down-levelling.
The processing-times of two consecutive batches A, B that overlap at one and the same production-unit are separated by
·shifting A back to earlier dates (= to the left) (up-levelling)
·shifting B forward to later dates (to the right) (down-levelling)
The shifts change the gaps within the concerned operational patterns. If, for any batch A, the gap between the consecutive operations AX and AX+1 gets smaller than the minimum allowed:
·AX is shifted back to the left (up-levelling)
·AX+1 is shifted to the right (down-levelling)
This last shifting may jeopardize the result of the previous ones: the procedure gets iterative.
A down-levelling becomes necessary if the up-levelling results in negative starting-dates (below point zero). Before down-levelling at any unit concerned, the starting-date of the very first batch (of the batch sequence) will be shifted to the right until it coincides with point zero of the unit.
The levelling doesnt disturb the batch sequences.
Load compression.
While maintaining the batch sequences of the moment at all processing-units, while keeping batches from overlapping and, inside the operational patterns, preventing gaps from getting undersized with respect to their minimal values, loads are as far as possible concentrated towards their zero points.
Gap tightening.
The inventory potential of any load pattern concerns all the batches registered in the order-book. For each operational pattern, the potential is measured by the non weighted sum of all really existing gaps between operations, plus all advances of the final operations with respect to their delivery dates (late deliveries are neglected). In order to lower this potential, gaps above minimum value and advances are as far as possible shortened one by one. Any shortening is accepted if it neither increases the inventory potential nor causes or worsens late delivery of any batch. Moreover, the up-levelling consecutive to any shortening attempt is not allowed to result in negative starting-dates. If necessary, gap tightening alters the batch sequences.
Batch-insertion.
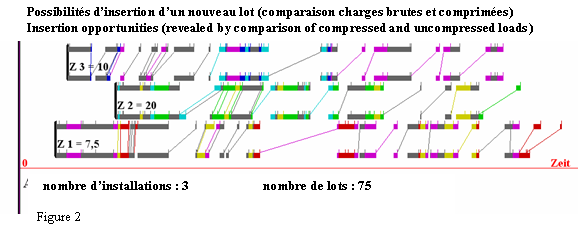
The comparison of loads, brute and compressed, reveals all insertion opportunities amidst the row of batches representing the load of the considered processing-unit. In chart 2, the oblique lines point out, for each processing-unit, the space that can be made available between the starting-date of any batch (= operation in this case) and the finishing-date of the batch that immediately precedes it at the same unit.
For the insertion of a batch its operational pattern is split up into separate (partial) batches. These batches are independent except for the intervals between them that must not be inferior to the minimal gaps foreseen between the corresponding operations. The partial batches are numbered in the order of the operations they represent.
There are two modes of insertion:
·the downstream mode: the partial batches are inserted one by one, starting with the first, ending with the last one; the insertion opportunities amidst the load are explored from the first up to the last of the already existing batches. The investigation starts at point zero of the considered processing-unit
·theupstream mode: the partial batches are inserted one by one, starting with the last, ending with the first one; the insertion opportunities amidst the load are explored from the last down to the first of the already existing batches. The starting point of the upstream insertion is the most remote of two dates: either the shortest possible delivery date or the one agreed upon with the customer
In both instances, the investigation stops at the very first insertion opportunity.
After the insertion of each of the partial batches, levelling and compression must be resumed.
The insertion of a batch proceeds in three steps:
(1):downstream insertion in order to establish the nearest delivery date
(2):upstream insertion (the downstream insertion having been undone) in order to reduce intervals (= inventory)
(3):reassembling of the partial batches in order to form one single batch again
Up-dating the production schedule.
The procedure starts from the current production schedule.
To begin with, up-levelling will reveal all the irregular changes of the order-book as well as the short-comings of the shop-floor bringing about a series of negative starting-dates, i. e. late deliveries. In this case, a subsequent down-levelling will be necessary.
This having been done, the batches, following their overall sequence, are reinserted one by one. Each batch is at first put out of schedule (for the rest, at this stage, the schedule remains completely unchanged). Immediately, after being eliminated, the batch will be reinserted according to the procedures described above.
The reinsertion procedures may change the batch-sequences.
Finally, gap tightening somewhat reduces the inventory potential of the load.
Application modes.
The method of insertion and up-dating by insertion may easily be adapted to processing conditions differing from those assumed here above:
·to operational patterns having free sequences
·to capacities varying in time
·to multiple constraints coming on top of the global capacity limits
·to linked processing-units
·to composite production-lines working independently, their products being put together in assembly shops
·to parallel processing-units
·to production runs due to sequencing constraints
·to preferential delivery dates
·to split up capacities (production facility run jointly by different companies)
Charts.
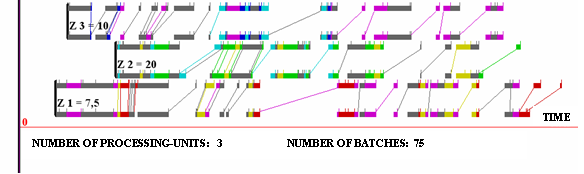
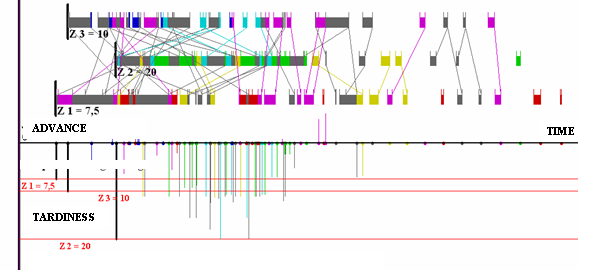
Charts2 to 5 refer to a production facility composed of 3 processing-units, loaded with 75 batches. The horizontal lines (one or two lines per unit) show the load of each of the three processing-units
Operational patterns limited to just one operation are coloured in red, green and blue; batches manufactured in two operations (independently of the prescribed sequences) are yellow, turquoise, lilac; three-operational batches (of different sequences) are shown in grey.
For each batch, delivery date, operational pattern, processing-times and minimal gaps have been determined by appropriate random generators.
The upper vertical lines mark the starting- and finishing-points of the batches.
Chart 2 with its two horizontal lines for each processing-unit shows the real load (upper line) and the compressed one (lower line). The oblique lines correspond to the insertion opportunities.
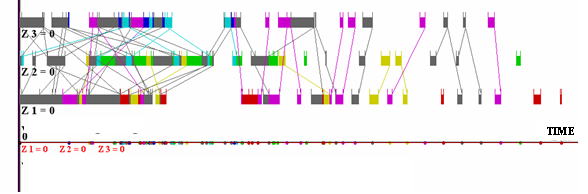
The oblique lines of charts 3 and 5 link the operations undergone by each of the 75 batches.
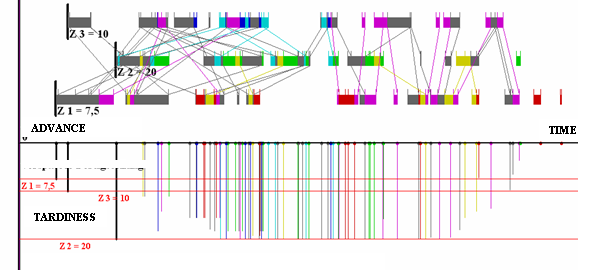
Chart 3 represents the current schedule; charts 4 and 5 the way it has been adapted to breakdowns at the different processing units (chart 4: after up- and down-levelling; chart 5: after reinsertion and tightening).
With each chart, the lower diagram shows the divergence (advance, tardiness) between real and original delivery times.
Keeping or extending market-shares, harmonizing markets and productions, maintaining the order-book at a convenient level and maximizing profits are the main, sometimes contradictory aims of the sales department. The department should have a precise knowledge of market developments, sales-prices, the companys manufacturing capabilities and production costs. It requires the active help of the shop floor as well as of the book-keeping department. In the form of a synthesis this paper takes all relevant aspects into account and eventually yields a realistic and relatively simple computing method that could be very helpful to efficient salesmanship.
The bottom line of any company can be somewhat boosted by systematically pushing the sales of the most profitable products.
Two conditions must be fulfilled: there must be some excess of demand compared to the processing capabilities of the plant, lest there should be no possibility of choice left to the sales department; per product, the profitability must be known.
The most favorable quantity and price ranges of the different products and the different markets as assessed by the Commercial Department are on the one hand valuable information to the selling points all over the world, on the other hand a helpful clue to the salesman on the spot, facing his customer.
Despite its simplicity, the idea of selective sale must overcome some unexpected conceptual obstacles.
What are the potential markets open to given production facilities? The answer depends on the way the question is looked on:
· a market survey in many cases yields too large and too heterogeneous a demand: a vast range of specific needs at quite different price levels
· the immediate sales potential can be assessed by summing up the sales expectations for the current quarter of all the selling points
· a third method considers the existing product mix as it results from the sales carried out in the past. This mix is the outcome of years of selling practice and of matching demand and processing facilities as far as possible. Which however does not mean that it cant possibly be improved at all (the starting mix of charts 1 to 5 will be fixed this way)
Operating by selective sales comes down to neglect the less profitable markets. The danger is that, once the relation with the customer has been broken up, it may be difficult to restore it afterwards, say in a period of recession. Thats why, even in less profitable areas, some level of activity is currently maintained, albeit with minimal quantities. Generally speaking, selective sales must compromise between profitability and customer diversity. Any increase in profit must be achieved with a minimal distortion of the demand.
Sales prices are fixed by the market. Reference prices, assessed by the Commercial Department, depend on the production mix which has actually been sold. The more selective the sales, the higher these prices. That is why the process of selection must be progressive. The mix has to be improved by small steps rather than abruptly, in order to avoid upsetting the relations with a large number of customers at short notice.
The reference prices of the products depend on their profit margins. Obviously, different products are to be compared exclusively by their variable costs. There is no sense in taking into account the fixed costs, because these, by their very definition, are independent of the mix. Furthermore, as anyway they cannot be correctly distributed among the different products, by attempting to do so one would unduly bias the results. Nevertheless, the production facilities, by matching mix variations, may imply some change in the fixed costs. Then, at the breaking point, appropriate scenarios, considering total costs (fixed and variables), will settle the question.
The notion of bottleneck is another delicate item. It cannot be denied that for a product undergoing different operations at different processing-units the delivery-date depends on only one of them. In complex production facilities the location of the bottleneck may change from product to product and, even, for one and the same product, from order to order. Generally speaking, as the future load of the facility is not known, the optimal mix is assessed by admitting the existence of more than one bottleneck at a time. As a matter of fact, each processing unit is a priori a potential bottleneck. Whatever the complexity of the facilities and the diversity of the products processing patterns, the computing procedures (quadratic programming) detect any unit that for a given mix is about to become a bottleneck (eventually, the said units reach more or less their saturation). Depending on incoming orders, some of the units alternately will really end up as bottlenecks. In a quite autonomous way, quadratic programming figures out the production-units that for a given product mix could happen to be filled up to their saturation point, as well as those whose capacity in any event will be in excess.
Four parameters are attached to each product:
vi = selling price per quantity unit
ki = variable production costs per quantity unit
mi = vi ki = brute margin per quantity unit
cri = production-time needed at production-unit r per quantity unit
The production costs ki of product i are the sum of the costs here the variable costs occurring at all the production-units during the processing of the quantity unit of product i (in order to compensate any loss or gain of material during processing, the cri are assessed by measuring the quantities of product i processed at production-unit r in terms of finished product).
For each product there are two quantity variables:
qi = demand (quantity per time-unit, per quarter, for instance)
pi = production (quantity per time-unit, per quarter, for instance)
For one and the same product i quantities qi, pi are additive respectively.
Each processing-unit r has its capacity Cr (capacity = production-time available at production-unit r per time-unit, per quarter, for instance).
The global parameters are:
(1): Pr = Σi (pi* cri) = total production-time necessary at production-unit r to process the whole of the production-mix scheduled for the quarter considered
(2): M = Σi (pi* mi) = total brute margin of the whole of the production scheduled for the quarter
Per product i the distortion (di) of the quarter is measured by the turnover (wi = qi* vi) related to demand qi, weighted by the square of the relative gap between the two turnovers, that of the demand (wi = qi* vi) and that of the production (wi = pi* vi): di = wi* [(wi ui ) / wi)]² = wi* (1 ui / wi)².
The global distortion of the quarter amounts to
(3): D = Σi di = Σi [wi* (1 ui / wi)²] = Σi [qi* vi* (1 pi / qi)²].
What exactly are the relations between demand, product-mix, distortion, production quantities, production capacities and margins?
The task of the Sales Department is a triple one: as far as possible satisfy the customers demand, keep the composition of the order-book abreast of the production possibilities, maximize the bottom-line.
As already pointed out, our approach makes sense only if the demand exceeds the production capabilities. Otherwise there would be no choice left and the mix would have to be accepted the way its coming in.
From a mathematical point of view, the second task is a constraint rather than an objective. As the location of the bottlenecks are not known beforehand, the constraints that limit the production are expressed by inequalities (Pr ≤ Cr). Other constraints concerning the production quantities come on top of it: in any case these quantities must not be inferior to zero; sometimes minimal quantities (pi ≥ pimin) are imposed. On the other hand, in many instances quantities must not exceed certain limits.
At this stage, we consider only two of the three targets, the conformity to demand being the main one. If temporarily the increase of benefits is completely neglected, the problem reduces to the minimization of distortion D, the limitation by the processing facilities and of the production quantities being taken into account. According to relation (3), D measures the gap between corresponding qis and pis.
If anyhow the capacity constraints keep the production from equaling demand, why not by the way boost certain products and thus increase general profitability? This must be done with the necessary care so as not to disturb too many customers at a time. As it is mathematically impossible to pursue simultaneously two different targets, the increase of profit is introduced in the form of a constraint (M according to relation (2)). The computation yields the minimal distortion D for a fixed brute margin M, which inversely comes down to fixing the highest possible margin for a given distortion.
An optimum of this sort (constrained optimum) is resolved by means of an auxiliary function F, where the constraints are weighted with respect to the main function D by the Lagrange multipliers Lr, Li, LM
(the expressions are preceded by + or in a way conferring positive values to all the multipliers: D is to be minimized, M maximized, the Prs have upper, the pis lower limits).
The F-function is minimized by the correct choice of the pis. By nullifying the derivatives of F with respect to the pis we get the algebraic expressions of the pis (by means of ei = ½ * qi/ vi)
(5): pi = qi + ei* [LM* mi Σr (Lr* cri) + Li].
The problem of selective sales are thus completely solved by formulas (5) and the equalities and inequalities expressing the constraints
(6): Σi (pi* cri) ≤ Cr, pi ≥ pimin,Σi (pi* mi) = M.
Due to the inequalities in (6), the problem, i. e. the assessment of the multipliers LM, Lr, Li and the pis belongs typically to the realm of linear programming.
Parameters qi, vi (hence ei), mi, cri, Cr, pimin are given. The imposed value of M evolves between its minimum value (point of zero distortion) and its utmost value (solution of pure linear programming regardless of distortion).
Expressions (3) and (1) allow to assess the degree of distortion (bare of any practical signification) and the load of the different production-units, independently of there being bottlenecks or not.
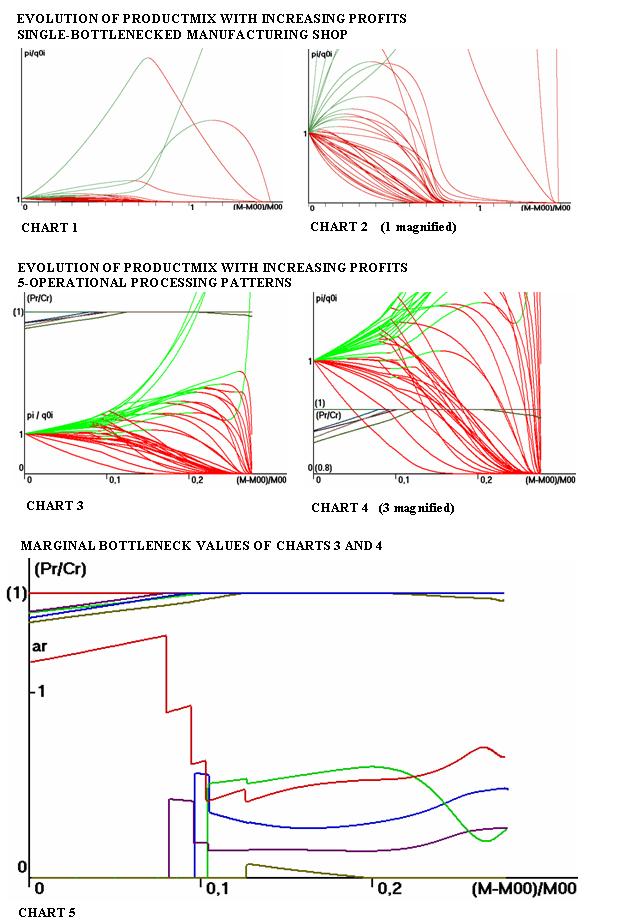
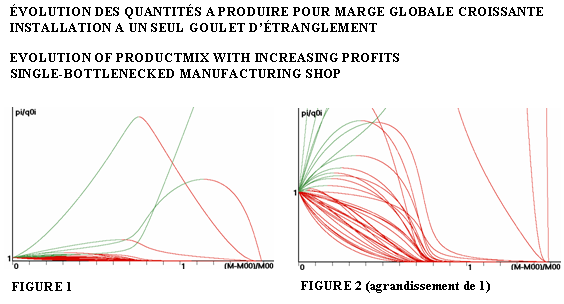
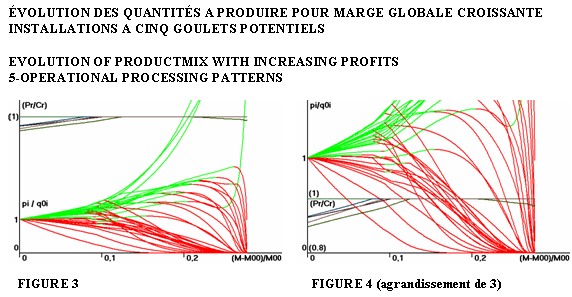
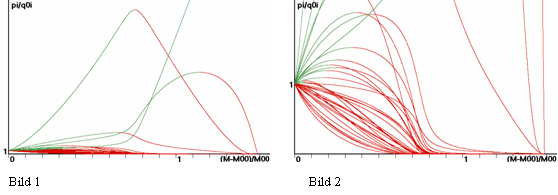
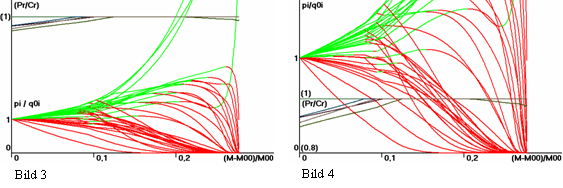
Starting with an existing mix, charts 1 and 3 show how the production-quantities of 35 products change with the increase of the total margin. The evolution of the total brute margin given by [(M M00) / M00] brings about continuous changes of the mix expressed by (pi / q0i) (M00 et q0i being the initial values of M and the qis). The parameters of the products, more or less realistic, have been created by appropriate random generators.
Charts 1 and 3 give a general survey; for more detail charts 2 and 4 magnify the ordinate of charts 1 and 3 respectively. Charts 1 and 2 admit one single bottleneck. For charts 3 and 4 the five production-units occasionally form bottlenecks all at the same time.
The charts have been established by the progressive method: for each value of M the associated product mix becomes the demand of the next M-value. Any set of pis converts at once into the qis entering the computation of the set of pis located at its immediate right (an infinitesimal progression dM of M hence a continuous evolution of the qis and pis would be ideal). It can be proven that the progressive method keeps the pis from reaching values below zero. The pis representing unfavorable products tend asymptotically towards nil. At the final point the one of highest possible margin the results of the quadratic and the pure linear programming are identical. There, the number of remaining products is equal to the number of remaining bottlenecks (not considering the products whose quantities have previously reached their imposed upper limit).
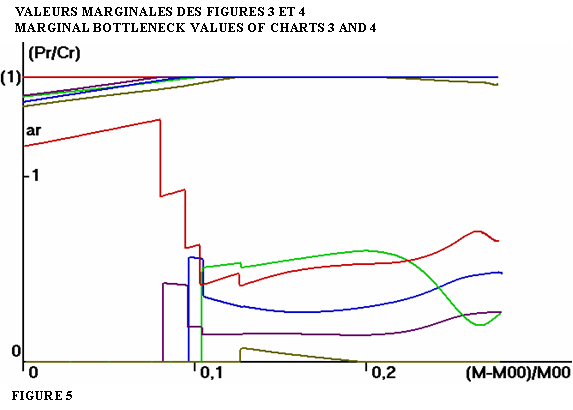
Reference prices.
According to relation (5), for increasing M, depending on the algebraic sign of expression [LM* mi Σr (Lr* cri)], the pis are growing or diminishing (for pis not constrained by commercial limits the Lis are equal to zero). For each product i the difference between mi and ni = Σr [(Lr /LM)* cri] decides if, with respect to the prevailing mix and its mean brute margin, he product has to be pushed (mi > ni) or restricted (mi < ni). Adding the variable costs ki to the brute reference marginni one gets the reference pricesi(= ni + ki) of product i.
But the resulting reference prices are biased. In the general case, ratios Lr / LM have two components, the one related to the margin and the one related to distortion. Reference prices however must be bare of distortion elements. Now, the progressive method happens to change the Lr / LM into the differentials ar = dLr/dLM, which as can easily be proved are free of any trace of distortion. That is the decisive advantage of the progressive method and the reason to adopt it definitively. For production-unit r, ar is the marginal value of its constraint Cr (the marginal value of a non bottleneck equals zero). Chart 5 shows the evolution of the ars corresponding to charts 3 and 4.
The marginal values depend on the product mix and its profit potential. The ars of production-unit r applies to all the products really or possibly processed by r. Their reference prices, at the point reached so far (i. e. for a given M), amount to ni = Σr (ar* cri) = a1 * c1i + a2 * c2i + a3 * c3i + a4 * c4i ... completed by the variable costs ki of product i (the cris are supposed to be known, as well as the variable costs ki; for any product not processed by r, cri equals zero). Any change of mix requires great care. Too brutal an additional sale of relatively important quantities of products, for the moment being of an apparent high profitability, may upset the bottleneck pattern to a point jeopardizing benefits.
Selective sales check the price structure rather than the price level. If for all products the selling prices equalled their references (vi = si or mi = ni), mix variations wouldnt have any effect, whatever the profitability of the sales. Start and end of any pi-curve would coincide; there would be no curves at all. The general price level is a quite different, very important question, the one concerning the ratio between turnover and global production costs (fixed and variable).
In a large array of items, the introduction of distortion yields unexpected results in the following cases f. i: parallel production-units; search of a neutral (unbiased by profit boosting) load of the production-units for a given demand; homogenizing a set of different markets despite accepted price differences in order to compare the price structures from market to market in a way unbiased by these differences; assessment of selling prices outside and inside the company; spotting of the most harmful bottlenecks.
Any manufacturer will have experienced the very irritating problems related to late delivery. Despite bulky inventories, every now and then a customers urgent need cannot be satisfied at the date agreed upon. The author shows the way out.
Tout entrepreneur sait à quel point il est difficile de respecter les délais de livraison accordés à une clientèle de plus en plus pointilleuse à cet égard. Trop souvent, la pléthore des stocks nempêche pas les marchandises réclamées durgence de ne pas être disponibles à temps. On trouvera ici une analyse serrée des causes de telles défaillances et les remèdes à y apporter.
Objectifs et contraintes.
Echéancier et programme de mise en fabrication sont les deux aspects dune même réalité. En dernier ressort, lenregistrement de nouvelles commandes ne peut se faire quà partir de programmes de simulation. Dépendant dans une certaine mesure de facteurs aléatoires, lévolution des productions doit constamment être réalignée sur léchéancier, qui, à son tour, tient compte à tout moment des modifications imposés par les clients en ce qui concerne les dates précises de livraison, ainsi que les quantités et les produits mêmes à fournir. Lobjectif de notre analyse est celle daccorder en toute circonstance des délais de livraison fiables, compatibles avec létat du carnet des commandes et de loutil de production. Inversement, les programmes de mise en fabrication doivent sans relâche être réactualisés.
La mise en fabrication est tributaire de trois types de contraintes techniques :
·capacités de production des différentes installations et temps de production des produits)
·durées délaboration des produits après mise en fabrication (déterminant la durée du séjour dun produit dans la structure de production ; v. plu loin : coordination des opérations séquentielles sur un même article)
·par installation, séquences prescrites ou préférentielles des différents articles à mettre en fabrication
En règle générale, les nouvelles commandes, fraîchement entrées, sont enregistrées dans la partie incomplète de léchéancier, dans un environnement lacunaire. Voilà pourquoi, quand, à la mise en fabrication, lordre de succession des produits ou groupes de produits est prescrit (« prescriptions de séquence »), sauf cas particuliers, une simulation détaillée des productions ne sera possible que lorsque la charge complète des installations sera connue. En attendant, le problème peut être résolu par lintroduction dun ou de plusieurs paramètres forfaitaires (« marges de séquençage »). Ils concrétisent la marge de manuvre qui, lors de la programmation définitive, sera nécessaire à la permutation des commandes. La charge des installations ainsi établie servira de programme préliminaire dans lequel pourra sinscrire la programmation finale
Rendant superflu le recours à des algorithmes explicites doptimalisation, la hiérarchisation univoque des priorités mène, par définition, à des résultats optimaux (les algorithmes doptimalisation ne sont dapplication qua posteriori dans le cas de séquences prescrites ; ils cherchent à établir, lors de la programmation finale, léquilibre le plus avantageux entre frais de stockage et coût de mise en uvre du programme):
(1):respecter les échéances convenues
(2): offrir à la clientèle les échéances les plus rapprochées possibles
(3): minimiser les stocks finals et intermédiaires
(4): maximiser les charges des installations
(5): maintenir dans la mesure du possible la continuité de la programmation
Les marges tampon inclues forfaitairement dans les délais de livraison limitent les risques de dépassement des dates de fourniture. Généralement la détermination de ces marges est empirique.
La deuxième priorité tend à densifier autant que possible la charge des installations. Le client est libre néanmoins de choisir une date de livraison ultérieure quelconque, convenant le mieux à ses besoins. Les lots déjà en place sont susceptibles dêtre avancés afin de libérer les capacités nécessaires à la réalisation des nouveaux lots aux dates voulues. Le procédé, qui a lavantage de compacter les charges, a linconvénient de majorer les stocks. Normalement, on devrait être en droit dadmettre que la profitabilité de lentreprise permet au supplément du chiffre daffaires de couvrir au moins les frais de production et de stockage quil implique.
Une fois léchéance fixée, la troisième priorité fait réaliser le lot le plus près possible de sa date de livraison. Les stocks sen trouvent diminués. Les charges ainsi libérées augmentent les chances des nouvelles commandes de se faire livrer dans les délais les plus brefs.
Cest la cinquième priorité qui oblige à fonder lactualisation des charges sur le programme de production en cours. La mise en conformité avec léchéancier se fait en suivant strictement les priorités (et leur hiérarchie) énoncées ci-dessus, tout en sécartant le moins possible du programme tel quil se présente à ce moment-là. La continuité de la programmation rassure les clients et, de surcroît, sauvegarde leurs droits acquis :
·à lopposé du principe « premier entré premier servi », ce sont leurs dates de livraison convenues et non leurs dates denregistrement qui décident des préséances des différentes commandes. En imposant une date ultérieure à la date la plus rapprochée possible, le client renonce à toute priorité par rapport aux commandes à dates de livraison antérieures, même si elles ont été enregistrées après sa commande à lui
·une commande risque dautant plus des retards pour causes de dinterruptions non voulues de la production que son séjour dans le carnet est long ; cependant, une égalisation des retards entre commandes nouvelles et anciennes naura pas lieu
Compte tenu des cinq priorités, toute programmation se fonde sur trois relevés :
·caractéristiques des lots (par lot : nombre, types, suite et durées des opérations à subir ; durée minimales entre opérations)
·léchéancier
·par installation, séquences de mise en fabrication prévues au programme en cours.
Notions de base.
Les commandes émanant des clients et comportant des produits différents sont subdivisées en références (rubriques, lignes), dont chacune correspond à des articles strictement interchangeables.Pour des raisons de convenance, à loccasion, les références peuvent être scindées en lots (batches).
Un nombre quelconque des installations faisant partie de la structure (du réseau) de production fait subir aux articles chacune une transformation (opération) spécifique (ici dans un ordreprédéterminé). En principe, à travers le réseau de fabrication, chacun des articles suit son parcours propre ; lensemble des opérations auxquelles il est soumis représente sa gamme opératoire (operational pattern). Par installation, chaque produit est transformé à une cadence qui lui est propre (inverse du temps de production nécessaire à la réalisation dun article, ici constant dans le temps et indépendant de la suite des articles à linstallation considérée).
La capacité de production dune installation dépend de son calendrier de travail.
Ici, dans lhypothèse dune disponibilité continue de toutes les installations, chacune dentre elles est représentée par son axe des temps, ayant la date du jour comme point zéro. Suite à une panne, par exemple, le point zéro de linstallation considérée peut ne pas coïncider avec la date du jour.
Sur laxe des temps, chaque point représente une date. Le temps de production dun des lots à une des installations faisant partie de sa gamme opératoire est le laps de temps sécoulant entre ses dates de lancement et de réalisation (une interruption intentionnelle de la transformation en cours nest pas admise). Par installation, le passage des lots ne peut être que séquentiel.
Lécart entre deux opérations A et B immédiatement consécutives effectuées sur un même lot par les deux installations FA et FB est mesuré par le laps de temps séparant les dates de réalisation de A et de B. Le temps de production du lot, TA, peut être supérieur ou inférieur à TB. Lécart doit être au moins égal àTB TA, sans cependant pouvoir devenir plus petit que zéro (v. figure 1). Vient sy ajouter le temps de production tA dun article en A car lopération B ne peut démarrer avant que le premier article en provenance de B lui soit parvenu. Les temps de transfert dinstallation en installation et le conditionnement des produits (imposés par les procédés de fabrication : refroidissement, séchage, fermentation, ) peuvent accroître lécart minimum. En outre, pour des raisons de sécurité, cet écart est à loccasion prolongé dans le but de créer, tels que prévus, les stocks tampon intermédiaires ou finals. En cas de prescriptions de séquence, la marge de manuvre pour permutations a posteriori vient encore gonfler les écarts entre opérations (p. ex., un produit réalisé une fois toutes les trois semaines par une campagne de production de 5 heures demande une marge de séquençage de 1.5 semaines). Lensemble de ces écarts entre opérations immédiatement consécutives effectuées sur un même lot sera désigné par « décalage chronologique ». Il sagit dun minimum que, sous peine de retards, lécart effectif doit au moins égaler, mais auquel, par les nécessités de la programmation (notamment du fait de la priorité (2)) il arrive dêtre dépassé.
Si la gamme opératoire fait passer le lot directement (ou après un détour par dautres installations) une deuxième, troisième, fois par une même installation FX, nous sommes en présence de boucles. Le décalage chronologique de base entre les opérations successives Xn, Xn+1 constituant une boucle doit être égal ou supérieur au temps de production en Xn+1 ; sinon, le décalage doit être majoré en conséquence (le décalage de base est la somme des décalages minimaux déterminés en labsence de boucles propres aux opérations situées entre Xn,et Xn+1,celui de Xn+1)y inclus).
Après avoir subi une des opérations, le lot nétant pas immédiatement disponible pour sa transformation subséquente, il est mis en stock. pendant un temps égal à son décalage chronologique. Durée de non disponibilité ou délai de disponibilité (décalage chronologique par rapport à lopération immédiatement précédente) et temps de production (durée dexécutionde lopération considérée) sont des grandeurs fondamentalement différentes. Pour les fours tunnels à forte production, que les produits traversent à faible vitesse avant de subir un refroidissement de longue durée, la différence est particulièrement prononcée. Le débit (inverse du temps de production) se mesure en secondes ; la traversée du four et le refroidissement des produits la durée délaboration prennent des heures, sinon des jours.
En plus des caractéristiques des produits, de léchéancier et de la succession des lots au programme de mise en fabrication du moment, la gestion du carnet est fondée sur le relevé des stocks.
Toute gamme opératoire en cours dexécution mène à chacune des étapes de sa réalisation à la mise en stock du demi-produit correspondant. La gamme sen trouve raccourcie : il y a naissance dun lot tronqué. Comme la transformation consécutive du lot concerné ne peut se faire avant sa date de disponibilité, lopération la dernière effectuée reste conservée en tant quopération fantôme, se situant au point zéro de linstallation afférente, ayant un temps de production réduit à zéro et un décalage chronologique égal au solde du délai de disponibilité. La création de lots tronqués nest pas un phénomène exceptionnel ; elle est continue en tant que conséquence normale dune production par gammes opératoires.
À loccasion, la partie saturée ou définitivement programmée des installations peut être mise hors programme moyennant une translation correspondante des points zéro ; à lendroit des points zéro virtuels naîtront des lots tronqués virtuels.
Après leur expédition, les lots quittent léchéancier. Par lot, échéance et date dexpédition coïncident. En principe, léchéancier fait également fonction de plan dexpédition. Abstraction faite de cas de force majeure, les dates dexpédition convenues avec les clients lient les deux parties.
Outils.
Pour commencer, nous allons créer les outils nécessaires à lactualisation des charges.
Séquençages.
Il faut distinguer trois sortes de séquences (de suites) :
·par lot, la suite des transformations que subissent les lots du fait de leurs gammes opératoires respectives (suite des opérations) ;
·par unité de production, la suite des lots et notamment celle de leurs dates de réalisation ;
·pour lensemble des installations, la suite des commandes et notamment celle des dates de lancement des toutes premières transformations qui correspondent à leurs gammes opératoires respectives.
Lissages descendant ou ascendant (down-, up-levelling).
Tous les lots A, B, qui à une même unité de production se chevauchent plutôt que de se suivre conformément à une séquence donnée sont départagés en faisant
·soit avancer A jusquà faire coïncider sa date de réalisation avec la date de lancement de B (lissage descendant),
·soit reculer B jusquà faire coïncider sa date de lancement avec la date de réalisation de A (lissage ascendant).
Ces déplacements font varier les écarts au sein des gammes opératoires. Si, pour un lot quelconque A, lécart entre deux opérations consécutives Ax et Ax+1 en devient inférieur au décalage chronologique (minimum admissible), il y est ramené en faisant
·soit avancer lopération damont Ax (en cas de lissage descendant),
·soit reculer lopération daval Ax+1 (en cas de lissage ascendant).
Suppression des chevauchements et rétablissement des écarts pouvant se contrarier, les procédures de lissage sont itératives.
Le lissage ascendant nest effectué que si le lissage descendant a abouti à des dates de lancement inférieures au point zéro de lune ou de lautre unité de production. A chacune des unités concernées, la date de lancement du premier lot de la séquence est alors alignée sur le point zéro correspondant.
Les lissages laissent inchangé lordre de succession des lots.
Compression des charges.
En maintenant les séquences (suites des lots), en évitant tout chevauchement de lots et en respectant les écarts minimaux entre opérations, les charges sont refoulées autant que possible vers les points zéro des différentes unités.
Resserrement des écarts.
Le « potentiel de stock » dun schéma de charge donné concerne tous les lots qui y figurent et notamment leurs gammes opératoires. Il est la somme non pondérée de tous les écarts effectifs entre opérations, auxquels viennent sajouter les avances des dates de mise à disposition finale par rapport aux échéances correspondantes (les retards nétant pas mis en compte).
Dans le but de réduire ce potentiel, écarts et avances sont dans la mesure du possible ramenés un à un à leurs valeurs minimales. Tout resserrement est acceptable pour autant quil ne fait pas augmenter le potentiel de stock et ne met pas en retard un quelconque des lots par rapport à son échéance ou naccentue pas un retard préexistant (le lissage descendant qui suit toute tentative de resserrement ne doit pas mener à des dates de production inférieures aux points zéro).
Insertion dun lot.
En comparant charges brute et compactée dune installation, toutes les possibilités dinsertion quant à la taille et au délai de livraison du lot se révèlent. Au diagramme 2, les traits obliques indiquent par installation lespace disponible entre la date brute de lancement dune opération quelconque et la date compactée de réalisation de lopération qui la précède immédiatement.
Linsertion dun lot se fait séparément pour chacune des opérations faisant partie de sa gamme et ce en trois étapes, dont les deux premières, en tenant compte des décalages chronologiques entre opérations dune installation à lautre, profitent systématiquement des premières occasions dinsertion :
·dabord, afin de déterminer la date de livraison minimale, insertion damont en aval, de la première à la dernière opération du lot à insérer
·ensuite, afin de minimiser les écarts entre les opérations, insertion daval en amont, de la dernière à la première des opérations du lot à insérer ; la deuxième étape a comme point de départ, soit la date de livraison minimale, soit une date de livraison ultérieure, demandée par le client
·finalement, formation dun seul lot à partir des opérations insérées séparément
Après linsertion de chacune des opérations, lissage descendant et re-compactage de lensemble des charges simposent.
Actualisation du schéma de charge.
La charge qui correspond au programme en cours est le point de départ des procédures.
On tient compte des changements de programme non réglementaires en effectuant dabord un lissage descendant. Si, à une installation quelconque, la date de lancement de lun ou lautre lot sen retrouvera inférieure au point zéro afférent, un lissage ascendant sen suivra.
Dans un ordre correspondant à la suite des commandes, chaque lot, en évitant de déplacer un quelconque autre lot, est dabord éliminé des charges pour, à linstar dun lot fraîchement entré, être aussitôt réinséré (comme ci-dessus en trois étapes). En cas de livraison tardive, en deuxième étape, lepoint de départ de linsertion sera le résultat de la première étape ; dans le cas contraire, on partira de léchéance (à la réinsertion, certains autres lots seront avancés).
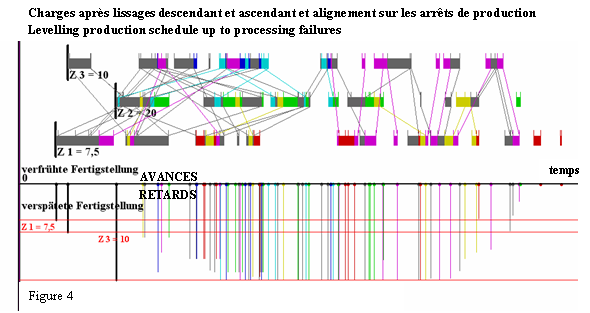
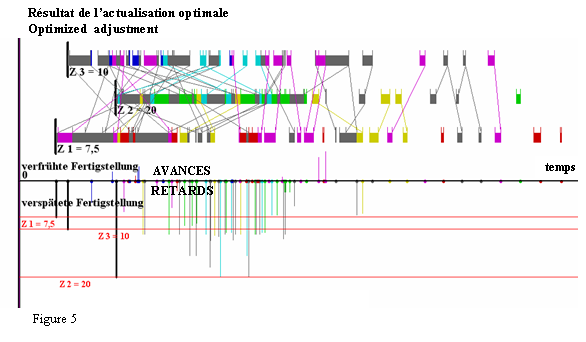
Les figures 4 et 5 montrent comment, en cas davance aussi bien que de retard, lactualisation des charges, compte tenu des circonstances du moment, détecte les positions optimales des lots et de leurs gammes opératoires respectives.
Finalement, la procédure de resserrement des écarts est à même de réduire quelque peu le potentiel de stock du schéma des charges.
Applications diverses de lalgorithme de pré-programmation.
La méthode sadapte aisément à des conditions de production autres que celles traitées ci-dessus[1]:
·à des gammes opératoires dont lordre des opérations peut être quelconque
·à des capacités fonction du temps calendaire
·à des contraintes multiples sajoutant aux simples contraintes de capacité globales
·à des installations couplées
·à des produits composés, dont les éléments sont élaborés dans des ateliers spécialisés, chacun aux gammes opératoires quelconques, pour être assemblés dans des ateliers de montage intermédiaires et finals
·à des installations parallèles (avec allocation optimale des produits)
·à des campagnes de production (production runs)
·à lattribution déchéances de faveur
·à la partition des capacités en cas de filiale exploitée en commun par plusieurs entreprises distinctes
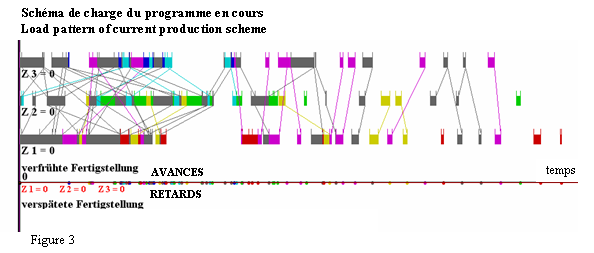
Les figures 2 à 5 se rapportent à une structure de production à 3 installations avec une charge de 75 lots. Elles visualisent par des barres horizontales (une ou deux barres par installation) les charges respectives des 3 installations.
Les lots rouges, verts ou bleus sont réalisés chacun en une seule opération aux installations 1, 2 et 3 respectivement ; les lots jaunes, turquoises et lilas sont réalisés dans lun ou lautre ordre (prescrit) aux installations 1, 2, 3 respectivement ; les lots réalisés en trois opérations, quel quen soit lordre de succession (prescrit), sont de couleur grise. Par lot, les dates de livraison, les gammes opératoires, les temps de production et les décalages chronologiques ont été fixés à laide de générateurs de hasard.
Les traits verticaux supérieurs représentent limites entre lots.
La figure 2 est la seule à avoir deux barres par installation, les barres supérieures représentant les charges effectives, les inférieures les charges compactées. Les traits obliques correspondent aux possibilités dinsertion aux différentes installations.
Les traits obliques des figures 3 à 5 relient les opérations subies par un même lot.
En raison de pannes, aux figures 4 et 5, les points zéro (Z1, Z2, Z3) des installations sont décalés de 7.5, 20 et 10 unité de temps respectivement par rapport à la date du jour (une unité de temps correspond à la durée moyenne des opérations).
Par lot, les diagrammes aux barres verticales (au bas des figures) indiquent lavance (réalisation prématurée : barres dirigées vers le haut) ou le retard (réalisation tardive : barres dirigées vers le bas) de la dernière opération par rapport à son échéance (compte tenu de la durée dindisponibilité avant expédition).
[1] Cahiers de gestion, éd. Centre Universitaire de Luxembourg (2003) : H. Muller GESTION INTÉGRÉE DE LENTREPRISE : LÉCHÉANCIER PROGRAMMABLE
Keeping or extending market-shares, harmonizing markets and productions, maintaining the order-book at a convenient level and maximizing profits are the main, sometimes contradictory aims of the sales department. The department should have a precise knowledge of market developments, sales-prices, the companys manufacturing capabilities and production costs. It requires the active help of the shop floor as well as of the book-keeping department. In the form of a synthesis this paper takes all relevant aspects into account and eventually yields a realistic and relatively simple computing method that could be very helpful to efficient salesmanship.
Le service de vente a comme tâches primordiales celles de préserver les parts de marché de lentreprise, de réaliser ladéquation optimale entre demande et productions, de maintenir dans des limites acceptables le volume et la profitabilité du carnet des commandes. Ces exigences, en partie contradictoires, présupposent la connaissance des marchés, des capacités de production, des prix de vente et des prix de revient, ce qui ne va pas sans une étroite collaboration entre service des ventes et services de production et de comptabilité. Lexposé propose une synthèse réaliste de toutes les données du problème et met finalement à la disposition du département commercial un outil puissant, dun maniement relativement simple.
«Orientation des ventes» et «vente sélective» sont synonymes. Dans le but daméliorer le résultat de lentreprise, nous envisageons ici de pousser la vente des produits profitables au détriment de ceux qui le sont moins.
Deux conditions doivent être remplies: on ne peut procéder à des choix entre différents clients que sil y a excès de la demande par rapport aux capacités de production de lentreprise et que les profitabilités respectives des commandes alternatives sont connues.
La vente sélective se fait,
dune part, au niveau de la programmation commerciale, qui pourvoit ses différents points de vente de quota plus ou moins contraignants, assortis de recommandations de prix, et
dautre part, au niveau du vendeur sur le terrain, qui, en discutant des quantités et des prix avec le client, tend à tenir compte des consignes émises par la Centrale Commerciale.
La mise en pratique dun concept aussi simple que la vente sélective se heurte néanmoins à une série de difficultés imprévues.
Quels sont les marchés potentiels auxquels sadresse une entreprise donnée, munie dun équipement donné? La réponse à la question dépend de lobservateur. Une étude du marché détecte généralement une large demande qui se répartit entre différents marchés, parmi une grande diversité de clients et de produits, dans chacun des marchés prévalant un niveau de prix spécifique. Une deuxième méthode permettant de se faire une idée de la demande qui sadresse dans limmédiat à lentreprise considérée, est celle de rassembler pour le trimestre à venir les prévisions et intentions de vente de tous les points faisant partie de son réseau commercial. Une troisième méthode se fonde sur le mix de production tel quil existe effectivement au moment considéré. Ce mix est le résultat dune longue pratique commerciale ainsi que de ladaptation de léquipement aux besoins de la clientèle de base, ce qui, cependant, ne signifie nullement quil ne soit pas susceptible dêtre amélioré. Le mix de départ des exemples numériques des figures 1 à 5 (v. plus loin) est censé avoir été déterminé par cette dernière méthode.
La vente sélective amène à négliger les marchés moins intéressants et à réduire la fourniture des produits moins rémunérateurs. Plus tard, en période de mévente, il sera difficile de rétablir les débouchés ainsi sacrifiés. Il faudra imposer des fournitures minimales. En toute généralité, le degré de distorsion qui peut être admis entre demande et vente est une question intimement liée à la notion de vente sélective. Comment atteindre lamélioration souhaitée du résultat pour une distorsion minimale?
Cest le marché, par le jeu de loffre et de la demande, qui détermine les prix de vente. Les prix de référence, fixés par le service commercial, dépendent du mix de vente effectif. Plus la vente sera sélective, plus les prix de référence seront élevés. Cest pour cette raison que le processus de sélection doit être progressif, passant de mix de référence en mix de référence, par des pas les plus petits possibles. En effet, une détermination des prix de référence à partir dune étude générale du marché, qui, entre autres, tiendrait compte des marchés les moins rémunérateurs, serait dénuée de sens.
Les prix de référence dépendent des marges bénéficiaires des produits. On ne peut comparer les produits entre eux quà partir de leurs frais variables. Dabord, la prise en compte des frais fixes est inutile parce que leur ensemble, du fait même de leur définition, est indépendant du mix. Ensuite, à cause de limpossibilité de les répartir dune façon rationnelle entre les différents produits, leur introduction dans les calculs risquerait de fausser les résultats. Cependant, ladaptation des moyens de production à un changement de mix peut, dans des cas limite, faire varier les frais de structure, frais fixes par excellence. Il y a lieu alors danalyser à laide de scénarios qui considèrent lensemble des frais (fixes et variables) lopportunité de changer de structure.
Une autre question délicate est celle des goulets détranglement. La date de livraison dun produit élaboré par un procédé de fabrication à opérations multiples est déterminée par une seule parmi lensemble des opérations. Pour le produit considéré, linstallation qui leffectue représente le goulet détranglement de la chaîne de production. Lemplacement du goulet peut changer de produit en produit et, au cours de lévolution de la charge des installations, pour un même produit, de commande en commande. En toute généralité, la charge future de lentreprise nétant pas connue, le mix optimal ne peut être déterminé quen admettant lexistence de plusieurs goulets à la fois. En fait, chacune des installations, sans exception, représente un goulet potentiel. Quelles que soient la complexité du procédé et la diversité des gammes opératoires des différents produits, le procédé de calcul (programmation quadratique) est en mesure de détecter toutes les installations qui pour un mix donné risquent de former goulet (en pratique, les installations en question finissent par se rapprocher plus ou moins de leur saturation; en fonction des entrées, quelques-unes parmi elles à tour de rôle formeront effectivement goulet). La méthode distinguera de façon autonome les installations qui éventuellement se satureront de celles qui, en toute éventualité, sont de capacité excédentaire.
Chaque «produit» i est caractérisé par les trois paramètres:
vi = prix de vente par unité de quantité
mi = marge brute (= prix de vente frais variables) par unité de quantité
cri = temps de production sur linstallation r par unité de quantité
Les frais de production à considérer sont ici la somme des frais variables générés sur lensemble des installations impliquées lors de la production dune quantité unitaire du produit i. Les produits à marge brute négative sont éliminés doffice.
Pour la détermination des cri, les quantités effectives du produit i transformées à linstallation r sont exprimées en termes de produit fini de façon à tenir compte demblée des pertes ou gains de matière systématiques inhérents au procédé de fabrication.
Par produit i, il y a à considérer deux grandeurs:
qi = demande (quantité par unité de temps, par trimestre par exemple)
pi = production (quantité par unité de temps, par trimestre par exemple)
Pour un même produit les quantités qi, pi sont additives.
Chacune des installations r, dont lensemble constitue le processus de fabrication, est caractérisée par le paramètre Cr (capacité = temps de production qui y est disponible par unité de temps, par trimestre par exemple).
Les paramètres «globaux» sont:
(1): Pr = Σi (pi* cri) = temps de production total effectif nécessaire à linstallation r pour réaliser la totalité du mix de production prévu pour le trimestre
(2): M = Σi (pi* mi) = marge brute de lensemble de la production trimestrielle effektive
Par produit i, la distorsion (di) est mesurée par le carré de la différence relative entre le chiffre daffaires qui correspond à la demande (wi = qi* vi) et celui qui correspond à la production effective (ui = pi* vi), la différence étant pondérée par le chiffre daffaires correspondant à la demande:
(3): D = Σi di = Σi [wi* (1 ui / wi)²] = Σi [qi* vi* (1 pi / qi)²].
Quels sont exactement les relations entre demande, mix des produits, distorsion, quantités produites, capacités de production et marge bénéficiaire?
Tel que nous posons le problème, le service des ventes a, entre autres, une triple mission: satisfaire la demande dans la mesure du possible, maintenir le carnet des commandes au niveau des productions, maximiser le résultat de lentreprise.
Comme il a été dit plus haut, cet énoncé na un sens que si la demande excède les capacités de production. Sinon, le service des ventes manquerait de toute marge de manuvre. Du point de vue mathématique, la deuxième mission, à proprement parler, est une contrainte plutôt quun objectif. Comme lemplacement du ou des goulets détranglement nest pas connu a priori, les contraintes limitant les productions sexpriment sous la forme dinégalités (Pr ≤ Cr). Dautres contraintes concernant les quantités produites viennent sy ajouter: les pi ne peuvent être inférieurs à zéro ou à des quantités minimales prescrites (pi ≥ pimin) (le cas échéant, il faut tenir compte dautres contraintes linéaires telles que productions maximales imposées à certains produits ou groupes de produits; etc.).
Ainsi, le problème ne comporte plus que deux objectifs, dont pour le moment nous considérons le respect de la demande en tant quobjectif principal. Si, dans un premier temps, nous faisons complètement abstraction de la majoration du résultat, le problème se réduit à la minimisation de la distorsion D, compte tenu des contraintes de capacité. Suivant la relation (3), D mesure lécart entre demande et productions, entre les qi et pi respectifs.
Si, rien que pour des raisons de capacité de production, le mix doit subir une distorsion, alors simpose aussitôt lidée de pousser la distorsion un peu plus loin en donnant une certaine préférence aux produits les plus rémunérateurs. Cela doit se faire avec mesure, en réalisant un compromis acceptable entre distorsion du mix et majoration du bénéfice. Comme, mathématiquement, il est impossible doptimaliser une même fonction par rapport à plus dun objectif à la fois, la majoration du résultat est introduite dans les calculs sous la forme dune prescription, cest-à-dire dune contrainte (M suivant la relation (2)). Le calcul fournira la distorsion (D) la plus petite possible pour un résultat brut (M) donné à lavance, ce qui, inversement, revient à la détermination du bénéfice le plus élevé possible pour une distorsion D donnée a priori.
Les coordonnées dun tel optimum (optimum à liaisons multiples) sont déterminées à laide dune fonction auxiliaire (F), dans laquelle les conditions secondaires les contraintes sont pondérées par rapport à la fonction objectif D par les multiplicateurs de Lagrange Lr, Li, LM
(les signes précédant les multiplicateurs ont été choisis de sorte à rendre positives les valeurs des multiplicateurs: D doit être minimisé, M maximisé, les Pr sont limités vers le haut, les pi vers le bas).
La fonction auxiliaire F est à minimiser par le choix judicieux des quantités de production pi. En annulant la dérivée partielle par rapport à un quelconque des pi, on obtient lexpression de ce dernier, à savoir (en posant ei = ½ * qi/ vi)
(5): pi = qi + ei* [LM* mi Σr (Lr* cri) + Li].
Le problème de la vente sélective se réduit ainsi aux formules (5) et à des contraintes linéaires, ici
(6): Σi (pi* cri) ≤ Cr, pi ≥ pimin,Σi (pi* mi) = M.
A cause des inégalités en (6), la solution du système de formules (5), (6), cest-à-dire la détermination des multiplicateurs LM, Lr, Li et des pi passe nécessairement par la programmation linéaire.
Les paramètres qi, vi (et ainsi ei), mi, cri, Cr, pimin sont donnés. La valeur prédéterminée de M se situe quelque part entre son minimum absolu (correspondant à la distorsion minimale, calculée en labsence de toute majoration de bénéfice) et son maximum absolu (calculé dans le cadre des contraintes de quantité en vue de la seule production du ou des produits les plus rémunérateurs).
Les relations (3) et (1) permettent finalement détablir la valeur de la distorsion (dénuée de toute signification pratique), ainsi que le degré doccupation des différentes installation, quelles soient goulet ou non.
A partir dun mix existant, les figures 1 à 4 visualisent un exemple de planification de la vente pour un ensemble de 35 produits. La marge brute globale [(M M00) / M00] est majorée de façon continue par une variation progressive du mix (pi / q0i) (M00 et q0i sont les valeurs initiales de M et qi). Les caractéristiques des produits, fixées à laide de générateurs de hasard appropriés, sont plus ou moins réalistes. Les figures 1 et 3 donnent la vue densemble; par une majoration de léchelle des ordonnées, les figures 2 et 4 montrent les détails que les échelles très réduites de respectivement 1 et 3 ne permettent pas de décerner. En 1 et 2 le réseau de fabrication ne comporte quun seul goulet, en 3 et 4, à loccasion, les cinq installations forment simultanément goulets toutes les cinq.
Figures 1 à 4 (voir ci-dessous).
La confection des diagrammes procède de la méthode «progressive»: à chaque valeur de M, le mix de production qui y est associé sert de demande pour la détermination du mix de production suivant. Tout pi devient aussitôt un qi, qui est le point de départ du mix immédiatement consécutif, visualisé par les points situés à la droite immédiate des points représentatifs du mix précédent. On peut démontrer que la méthode progressive naboutit en aucun cas à des pi inférieurs à 0: les pi qui tendent à disparaître sapprochent asymptotiquement de laxe des abscisses. Au point terminal, représentant la valeur maximale de la marge globale (qui fait fi du degré de distorsion) le résultat de la programmation quadratique est identique à la solution du problème qui correspondrait à lapplication dune programmation purement linéaire. En fin de parcours, abstraction faite des produits à quantités limitées doffice, le nombre de produits restant en lice est égal à celui des goulets détranglement subsistants.
Prix de référence.
Conformément aux relations (5), pour M augmentant, les pi vont en croissant ou en décroissant suivant le signe de [LM* mi Σr (Lr* cri)] (pour les pi non limités par des contraintes imposées, les Li sont de valeur nulle). Pour chacun des produits, cest la différence entre mi et ni = Σr [(Lr /LM)* cri] qui décide si, vu le mix et le niveau moyen de ses marges, le produit est intéressant (mi > ni) ou non (mi < ni). A la marge brute de référence ni sajoutent les frais variables du produit i pour aboutir à son prix de référence.
Cette détermination très générale des prix de référence a un vice. Le rapport Lr / LM comprend en principe deux composantes, celle correspondant à la marge bénéficiaire et celle correspondant à la distorsion. Cette dernière na pas à apparaître dans un prix de référence. Or, seule la méthode progressive transforme les Lr / LM en rapport différentiel ar = dLr/dLM, qui, comme on peut le démontrer, ne contient plus aucun élément de distorsion. Cest là lavantage décisif de la méthode progressive et la raison de son adoption définitive. Par installation r, ar est la valeur marginale de sa capacité, cest-à-dire de sa limitation de production Cr (la valeur marginale dun non goulet égale zéro). ar correspond au gain ou à la perte en marge globale bénéficiaire qui est susceptible de se produire par respectivement une augmentation ou une diminution de la capacité de r dune unité de temps (à léchelle différentielle).
La figure 5 montre lévolution des ar qui correspondent aux parcours des (pi/ qi) des figures 3 et 4.
Figure 5 (v. ci-dessous).
Les valeurs des coefficients marginaux ar dépendent du potentiel de bénéfice du mix de production tel quil existe ou tel quil finira par exister. Le ar de linstallation r vaut pour tous les produits qui y passent. Comme nous venons de le voir, pour tout produit i, quil fasse partie ou non du mix considéré, le prix de référence momentané, tel quil correspond au point considéré de lévolution du mix, se compose de ni = Σr (ar* cri) = a1 * c1i + a2 * c2i + a3 * c3i + a4 * c4i ... et des frais variables mi du produit i (les cri et mi sont censés être connus; pour un produit ne passant pas par une installation r, il vient cri = 0). Lors de tout changement de mix il y a lieu dêtre vigilant. Une vente intempestive de quantités importantes dun produit rémunérateur dans le contexte du moment peut ne pas être compatible avec les limites de capacité: la répartition des goulets et les valeurs des ar pouvant sen trouver modifiées, on risque, le cas échéant, daboutir à des pertes de rentabilité.
La vente sélective concerne les relations entre les prix de vente des différents produits et non les valeurs absolues de ces prix. Si pour tous les produits la marge brute égalait la valeur de référence (mi = ni), une variation de mix serait indifférente, quelque soit le niveau du bénéfice. Points de départ et daboutissement des courbes dévolution du mix coïncideraient. Le niveau général des prix de vente fait partie dune autre problématique, tout aussi importante, celle du rapport entre chiffre daffaires et ensemble des frais supportés par lentreprise.
Dans de nombreux domaines, la méthode de la distorsion minimale mène à des résultats parfois étonnants, par exemple, dans le cas dinstallations parallèles; dans le cas dune transposition neutre (en dehors de toute tentative de majoration du bénéfice) dune demande hypothétique sur les installations de production; de ladéquation de marchés différents en vue dune comparaison relativisée des prix de vente; de la fixation des prix de vente ou de cession respectivement à lextérieur ou à lintérieur dun groupe industriel; de la détection des goulets particulièrement désavantageux.
Die Wahrung der Marktanteile, die Abstimmung von Markt und Produktion, die Erstellung entsprechender ertragsstarker Verkaufssortimente, die laufende Erneuerung des Auftragsbestandes ist die grundlegende Aufgabe einer jeden Verkaufsabteilung. Die oft widersprüchlichen Auflagen verlangen eine genaue Kenntnis der Märkte, der Fertigungsmöglichkeiten, der Verkaufs- und Gestehungspreise, d. h. die aktive Mithilfe von Fertigung und Buchhaltung. Der Artikel gelangt zu einer realitätsnahen Synthese und stellt der Verkaufsabteilung ein leistungsstarkes und vergleichsweise einfaches Recheninstrument zur Verfügung.
Keeping or extending the market-shares, harmonizing markets and productions, maintaining the order-book at a convenient level and maximizing profits are the main, sometimes contradictory aims of the sales department. The department should have a precise knowledge of market developments, sales-prices, the companys manufacturing capabilities and production costs. It requires the active help of the shop floor as well as of the book-keeping department. In the form of a synthesis this paper takes all relevant aspects into account and eventually yields a realistic and relatively simple computing method that could be very helpful to efficient salesmanship.
Unter selektivem Verkauf versteht man eine Ausrichtung des Vertriebes auf die ertragreicheren Produkte.
Zwei Voraussetzungen müssen erfüllt sein: Der Überhang der Absatzmöglichkeiten gegenüber den Fertigungskapazitäten muss groß genug sein, um eine Auswahl zuzulassen; der Ertrag der verschiedenen Produkte muss bekannt sein.
Der selektive Verkauf spielt sich auf zwei Ebenen ab: Auf der Ebene der Verkaufsplanung, die allen Vertriebsstellen mehr oder weniger verbindliche Mengen- und Preisvorschläge macht; auf der Ebene des Verkäufers vor Ort, der während der Preis- und Mengendiskussion mit dem Kunden seine Entscheidungen auf die von der Verkaufsplanung berechneten Referenzpreise und Mengenvorgaben ausrichtet.
Das ebenso einfache wie einleuchtende Vorhaben eines selektiven Verkaufs stößt auf eine Reihe von konzeptuellen Schwierigkeiten.
Was sind die Absatzmöglichkeiten eines bestimmten Unternehmens mit einer gegebenen Fertigungsausrüstung? Die Beurteilung des Vertriebspotenzials hängt vom Betrachter ab. Die Marktforschung ergibt vielfach eine enorme Palette von Märkten, Kunden und Produkten mit sehr unterschiedlichen Preisen. Eine zweite Methode zur Ergründung der Absatzmöglichkeiten ist die regelmäßige Zusammenfassung der Verkaufsaussichten oder -absichten aller dem Verkaufsnetz angehörenden Vertriebsstellen. Die dritte Schätzungsweise schließlich beruht auf dem real bestehenden Produktmix, der sich nach langjährigem Marketing und entsprechender Anlagenanpassung nicht so von ungefähr ergeben hat. Die weiter unten auf den Abbildungen 1 bis 5 dargestellten Rechenbeispiele gehen von dieser dritten Mixbestimmung aus.
Der selektive Verkauf zieht die systematische Vernachlässigung weniger interessanter Märkte und Produktgruppen nach sich. Später, bei einer Absatzflaute, wird es dann schwierig die verlorengegangenen Kundenkreise wiederzugewinnen. Es sind Mindestmengen vorzusehen. Ganz allgemein stellt sich die Frage der minimalen Verzerrung zwischen Markt- und Fertigungsmix: Wie kann eine gewünschte Ertragserhöhung erreicht werden mit der kleinstmöglichen Verzerrung des Nachfragemixes?
Die Verkaufspreise werden am Markt von Angebot und Nachfrage bestimmt. Die Referenzpreise hingegen sind abhängig von dem effektiven Verkaufsmix. Je selektiver der Verkauf, desto höher die Referenzpreise. Aus diesem Grunde muss der Auswahlprozess progressiv verlaufen, von Vorzugsmix zu Vorzugsmix, in möglichst kleinen Schritten. Es hätte in der Tat wenig Sinn, die Referenzpreise zu gestalten auf der Basis einer allgemeinen Marktforschung, die auch die unergiebigsten Märkte nicht ausliesse.
Die Referenzpreise fußen u. a. auf den Gewinnmargen der Produkte. Produktvergleiche dürfen nur aufgrund variabler Kosten angestellt werden. Die Einbeziehung der in ihrer Gesamtheit von ihrer Definition her mixunabhängigen Fixkosten erübrigt sich. Wegen der Unmöglichkeit sie auf korrekte Weise unter die Produkte zu verteilen, würden sie die Ergebnisse auch nur verfälschen. Allerdings, die in Grenzfällen notwendig werdende Anpasssung des Produktionsapparates an Mixveränderungen kann auch Fixkosten berühren. An den Nahtstellen sind dann die diesbezüglichen Szenarios hinsichtlich ihrer respektiven Gesamtkosten miteinander zu vergleichen.
Eine weitere Frage ist die der multiplen Engpässe. In arbeitsteiligen Fertigungsanlagen ist bei der Buchung einer Bestellung immer nur eine einzige der Teilanlagen ausschlaggebend für den minimalen Liefertermin. Für das bestellte Produkt bildet sie den Engpass. Die Lage des Engpasses kann von Produkt zu Produkt und für ein selbes Produkt von Bestellung zu Bestellung verschieden sein, sodass eine globale Betrachtung der Anlagenbelastung ganz allgemein mit dem gleichzeitigen Bestehen mehrerer Engpässe zu rechnen hat. Da weder Anzahl noch Lage der effektiven Engpässe im Voraus bekannt sind, wird bei der Bestimmung des optimalen Produktmixes davon ausgegangen, dass sämtliche Teilanlagen potenzielle Engpässe darstellen. Die Berechnungsmethode (quadratische Programmierung) ist in der Lage in beliebig komplexen Fertigungsanlagen, für Produkte mit beliebig unterschiedlichen Bearbeitungsmustern und für einen gegebenen Mix alle den Verkauf effektiv begrenzenden Engpässe ausfindig zu machen. Selbstständig unterscheidet sie voll- und unterbesetzte Teilanlagen.
Drei Parameter kennzeichnen ein jedes der Produkte i:
vi = Verkaufspreis pro Mengeneinheit
mi = Bruttoertrag = (Verkaufspreis variable Kosten) pro Mengeneinheit
cri = Bearbeitungsdauer der Mengeneinheit auf Teilanlage r
Die Herstellungskosten der Einheitsmenge sind hier die Summe aller bei der Erstellung des Produktes i an allen betroffenen Teilanlagen anfallenden variablen Kosten. Produkte mit negativem Bruttoertrag scheiden von vornherein aus.
Zur Bestimmung der cri werden an allen Teilanlagen die jeweils dort verarbeiteten Effektivmengen rechnerisch in Fertigproduktmengen umgewandelt, sodass prozessbedingte, systematisch auftretende Materialverluste (oder -zunahmen) berücksichtigt werden.
Pro Produkt i gibt es zwei Mengen:
qi = dem Nachfragemix entsprechende Menge pro Zeiteinheit, pro Trimester z. B.
pi = dem Fertigungsmix entsprechende Menge pro Zeiteinheit, pro Trimester z. B.
Für ein selbes Produkt sind die respektiven Mengen qi, pi additiv.
Jede der Anlagen r ist gekennzeichnet mit Cr (Kapazität = verfügbare Produktionszeit pro Zeiteinheit, pro Trimester z. B.)
Die globalen Parameter sind:
(1): Pr = Σi (pi* cri) = pro Anlage r effektiv pro Trimester nötige Produktionszeit zur Fertigung des gesamten Produktionsmixes
(2): M = Σi (pi* mi) = der effektiven Gesamtproduktion entsprechender Bruttoertrag pro Trimester
Pro Produkt i wird die Verzerrung (di) gemessen an dem mit dem Nachfrageumsatz gewichteten, relativen, quadrierten Unterschied zwischen Nachfrageumsatz (wi = qi* vi) und Effektivumsatz (ui = pi* vi): di = wi* [(wi ui ) / wi)]² = wi* (1 ui / wi)².
Gesamtverzerrung (pro Trimester):
(3): D = Σi di = Σi [wi* (1 ui / wi)²] = Σi [qi* vi* (1 pi / qi)²].
Was sind nun genau die Zusammenhänge zwischen Nachfrage, Produktmix, Mixverzerrung, Fertigungsmengen, Fertigungskapazitäten und Ertrag?
Gemäß unserer Problemstellung hat der Verkauf u. a. eine dreifache Aufgabe: Der Nachfrage soviel wie möglich entgegenzukommen, den Auftragsbestand auf der Höhe der Fertigungskapazität zu halten, den Ertrag des Unternehmens zu maximieren.
Diese Problemstellung hat nur einen Sinn, wenn die Nachfrage die Kapazität übersteigt, anderenfalls dem Verkauf keine Wahlmöglichkeiten blieben. Vom mathematischen Standpunkt aus ist die zweite Aufgabe kein Ziel, sondern eine Vorschrift. Da die Lage der die Fertigungsmengen begrenzenden Engpässe nicht bekannt ist, werden die Mengenauflagen (Pr ≤ Cr) in Form von Ungleichungen ausgedrückt. Andere Mengenbeschränkungen kommen noch hinzu: Die pi dürfen vorgeschriebene Mindestwerte (pi ≥ pimin) nicht unterschreiten (gegebenenfalls gibt es zusätzliche lineare Beschränkungen, wie Mengenobergrenzen pro Produkt oder Produktgruppe, usw.).
Es bleiben nur noch zwei Aufgaben übrig, wovon wir vorläufig das Respektieren der Nachfrage als das eigentliche Ziel betrachten. Wenn wir zunächst von der Ertragserhöhung ganz absehen, reduziert das Problem sich auf die Minimierung der Mixverzerrung D unter Berücksichtigung der Mengenbeschränkungen. Laut Formel (3) misst D den Abstand zwischen Nachfrage- und Fertigungsmengen, zwischen den respektiven qi und pi.
Wenn schon aus Kapazitätsgründen der Mix verzerrt werden muss, dann können dabei unter Umständen im Interesse des Unternehmens die einträglicheren Produkte mehr oder weniger bevorzugt werden. Dabei ist die Balance zu wahren; Mixverzerrung und Ertragserhöhung sind gegeneinander abzuwägen. Weil mathematisch eine selbe Funktion nicht zugleich in verschiedenen Hinsichten optimiert werden kann, wird das Ziel der Ertragserhöhung über eine weitere Vorschrift eingeführt. Zu den Kapazitätsvorschriften gesellt sich eine Ertragsvorschrift (M nach Formel (2)). Die Berechnungen ergeben die kleinstmögliche Mixverzerrung D für einen vorgegebenen Bruttoertrag M, was zugleich, umgekehrt, auf den höchstmöglichen Ertrag M für eine vorgegebene Verzerrung D hinauskommt.
Die mathematische Lagebestimmung des mehrfach gebundenen Optimums geschieht mit Hilfe der Hilfsfunktion F, in der die Nebenbedingungen mit den Lagrangeschen Multiplikatoren Lr, Li, LM gegenüber der Zielfunktion D gewichtet werden
(die Vorzeichen sind so gewählt, dass sich für alle Multiplikatoren Positivwerte ergeben werden: D ist zu minimieren, M zu maximieren; die Pr sind nach oben, die pi nach unten beschränkt).
Die Hilfsfunktion F ist durch geeignete Wahl der Fertigungsmengen pi zu minimieren. Der Nullwert der partiellen Ableitung von F zu einem beliebigen pi ergibt (mit ei = ½ * qi/ vi):
(5): pi = qi + ei* [LM* mi Σr (Lr* cri) + Li].
Mathematisch reduziert das Problem des selektiven Verkaufs sich auf die Formeln (5) und auf lineare Vorschriften, hier
(6): Σi (pi* cri) ≤ Cr, pi ≥ pimin,Σi (pi* mi) = M.
Wegen der Ungleichungen in (6) kommen zur Lösung des Formelsystems (5), (6), d. h. zur Bestimmung der Multiplikatoren LM, Lr, Li und der pi nur die Methoden der linearen Programmierung in Frage.
Die Parameter qi, vi (und so ei), mi, cri, Cr, pimin sind gegeben. Der vorgegebene M-Wert liegt beliebig irgendwo zwischen seinem absoluten Minimum (entsprechend der minimalen, in Abwesenheit jeglicher Ertragsvorschrift berechneten Mixverzerrung) und seinem absoluten Maximum (berechnet im Rahmen der Mengenbeschränkungen auf Grund der Fertigung der ertragreichsten Produkte).
Mit den Gleichungen (3) und (1) kann schließlich die Mixverzerrung, sowie der Besetzungsgrad einer jeden der Teilanlagen ob Engpass oder nicht berechnet werden.
Ausgehend von dem bestehenden Fertigungsmix veranschaulichen die Bilder 1 bis 4 für ein 35 Produkte umfassendes Beispiel das Ergebnis einer kontinuierlichen Erhöhung der Gesamtbruttogewinnspanne [(M M00) / M00] durch entsprechende, progressive Mixveränderungen (pi / q0i) (M00 und q0i sind die Ausgangswerte von und M und qi). Die mit Hilfe geeigneter Zufallsgeneratoren festgelegten Kenndaten der Produkte sind mehr oder weniger wirklichkeitsnah. Die Bilder 1 und 3 geben den Gesamtüberblick; der größere Ordinatenmaßstab der Bilder 2 und 4 zeigt die Details von 1 bzw. 3. Die Fertigungsanlage der Abbildungen 1 und 2 enthält einen einzigen Engpass; für die Abbildungen 3, 4 erfolgt die Fertigung auf 5 Teilanlagen, die gelegentlich bis zu 5 Engpässe gleichzeitig bilden.
Bilder 1 bis 4.
Die Diagramme sind mit der progressiven Methode erstellt: Für jeden M-Wert ist der zugehörige Mix der Ausgangspunkt zur Bestimmung des unmittelbaren Nachfolgemixes. Jeder berechnete pi-Punkt wird unverzüglich zu einem qi, der in die Berechnung des rechten Nachbarpunktes eingeht. Aus mathematischen Gründen können bei der progressiven Methode keine negativen pi-Werte entstehen; verschwindende pis nähern sich asymptotisch der Nulllinie. An ihrem Endpunkt, d. h. für den höchstmöglichen Ertrag, ist das Resultat der quadratischen identisch mit dem der rein linearen Programmierung, jenseits aller Verzerrungsminimierung. Abgesehen von Produkten mit vorgeschriebenen Mindest- oder Höchstmengen, ist zum Schluss die Anzahl der überlebenden Produkte gleich der Anzahl der verbleibenden Engpässe.
Richtpreise.
Laut Formel (5) sind mit wachsendem M die pi-Werte steigend oder fallend, je nach dem Vorzeichen von [LM* mi Σr (Lr* cri)] (für nicht begrenzte pi sind die Li-Werte gleich null). So entscheidet für jedes Produkt der Unterschied zwischen mi und ni = Σr [(Lr /LM)* cri], ob angesichts des gegebenen Mixes und dessen mittleren Margenniveaus das Produkt interessant (mi > ni) ist oder nicht (mi < ni). Werden zu der Bruttoreferenzmarge ni die variablen Kosten des Produkts i hinzuaddiert, so ergibt sich deren Richtpreis.
Diese ganz allgemeine Ableitung des Richtpreises hat einen Haken. Der Quotient Lr / LM enthält im Prinzip eine Ertrags- und eine Verzerrungskomponente. Letztere ist für Richtpreise nicht zulässig. Nur die progressive Mixanpassung, die die Lr / LM in die Differentialquotiente ar = dLr/dLM verwandelt, weist, wie sich beweisen lässt, keine Verzerrungselemente mehr auf. Dieser Umstand ist der ausschlaggebende Vorzug der Progressivmethode und der zwingende Grund sich für sie zu entscheiden. Pro Teilanlage r ist ar der Marginalwert oder Grenznutzen ihrer Kapazität, d. h. ihrer Produktionsbeschränkung Cr(der Grenznutzen eines Nichtengpasses ist gleich null). arentspricht dem reinen Ertragsverlust bzw. Ertragszuwachs, der sich bei den gegebenen Anlagebelastungen und dem bestehenden Fertigungsmix bei einer Kapazitätsminderung bzw. -mehrung von Anlage r um eine Zeiteinheit ergeben könnte.
Abbildung 5 zeigt die ar-Verläufe, die den (pi/ qi)-Verläufen der Abbildungen 3 und 4 entsprechen.
Bild 5.
Die Marginalkoeffizienten ar sind abhängig von dem Ertragspotenzial des bestehenden oder entstehenden Produktionsmixes. Der ar-Wert von Anlage r gilt für alle Produkte. Wie wir oben gesehen haben, setzt der momentane, den Umständen entsprechende Richtpreis eines beliebigen Produkts i im Verkaufsmix vertreten oder auch nicht sich zusammen aus ni = Σr (ar* cri) = a1 * c1i + a2 * c2i + a3 * c3i + a4 * c4i ... und den variablen Gestehungskosten von i (die Kenntnis der cri-Werte und der Gestehungskosten wird vorausgesetzt; für ein Produkt i, dessen Fertigung Teilanlage r nicht beansprucht, ist cri = 0). Bei jeder Mixverschiebung ist Vorsicht geboten. Der unüberlegte Verkauf größerer Mengen scheinbar einträglicher Produkte ist unter Umständen nicht vereinbar mit den Kapazitätsbeschränkungen der Fertigungsanlagen und kann, wegen der dadurch veränderten Engpassverteilung, zu Ertragsverlusten führen.
Der selektive Verkauf befasst sich mit dem Preisgefüge und nicht mit dem Preisniveau. Wäre für alle Produkte der Bruttoertrag gleich dem Referenzwert (mi = ni), so wären, was auch immer die Höhe des Bruttoertrags, d. h. des Preisniveaus sein möge, Mixveränderungen gegenstandslos. Beginn- und Endpunkte der Verlaufskurven pi (M) fielen zusammen. Das allgemeine Preisniveau gehört zu einem anderen, nicht weniger wichtigen Problemkreis, dem des Verhältnisses zwischen Umsatz und unternehmerischen Gesamtkosten.
Die Methode der minimalen Mixverzerrung kommt auf einer Fülle von Gebieten mit vielfach verblüffenden Resultaten zur Anwendung, wie z. B. bei Parallelanlagen; bei der gewinnneutralen Übertragung eines hypothetischen Nachfragemixes auf die Produktionsanlagen; bei der Gleichstellung unterschiedlicher Märkte zum Zwecke relativierter Vergleiche; bei der Preisfindung für externe und konzerninterne Lieferungen; beim Aufspüren besonders ertragsschmälernder Engpässe.
Bilder 1 + 2 (eingangs unter inhoud blog auf Bild 11 klicken)
Bilder 3 + 4 (eingangs unter inhoud blog auf Bild 13 klicken)
Bild 5 (eingangs unter inhoud blog auf Bild 15 klicken)