|
Der verlässliche Terminkalender.
Fundamentals of reliable production scheduling.
Henri Muller.
Jeder Unternehmer weiß, wie schwierig die Einhaltung der Liefertermine sein kann. Trotz übergroßer Lagerbestände geschieht es immer wieder, dass gerade die vom Kunden dringend benötigte Ware nicht wie abgesprochen vorrätig ist. Der Autor zeigt hier den Weg, die Misere zu beheben.
Any manufacturer will have experienced the very irritating problems related to late delivery. Despite bulky inventories, every now and then a customers urgent need cannot be satisfied at the date agreed upon. The author shows the way out.
Ziele und Zwänge.
Terminkalender und Produktionsplanung sind die zwei Aspekte eines selben Tatbestandes. Neubuchungen geschehen auf Grund simulierter Produktionsplanungen. Produktionsabläufe sind in einem nicht unerheblichen Maße zufallsabhängig und bedürfen einer ständigen Neuausrichtung auf den Terminkalender, der seinerseits laufend den nachträglich von den Kunden gewünschten Änderungen, was Mengen, Lieferdaten und selbst Produkte angeht, Rechnung zu tragen hat. Es ist unser Ziel, jederzeit programmgerechte Liefertermine zu vergeben, die jeweils dem letzten Stand des Terminkalenders und der Anlagenbeaufschlagung angepasst sind.
Die Produktionsplanung unterliegt drei Arten von technischen Zwängen:
· den Fertigungskapazitäten
· auf arbeitsteiligen Produktionsanlagen, den Mindestzeitabständen zwischen den Bearbeitungen eines selben Produktes
· vorgeschriebenen Produktsequenzen
Neueingänge werden vor allem im unvollständig besetzten Teil des Belastungsschemas, in einem vorläufig nur lückenhaft bekannten Umfeld gebucht. Daher ist bei Auftragseingang die Simulierung vorgeschriebener Produktsequenzen nur in Ausnahmefällen möglich. Das Problem kann pauschal angegangen werden mit Hilfe eines einzigen Schätzparameters, der bei der späteren definitiven Fertigungsplanung für den zum Permutieren der Bestellungen minimal nötigen Spielraum sorgt. Die erzielte Anlagenbelastung wird so zu einer Vorstufe der endgültigen Fertigungsplanung.
Die eindeutige Rangordnung der Prioritäten erübrigt jegliche Optimierungsüberlegungen (im Falle von Sequenzvorschriften, bei denen Prozess- und Lagerhaltugskosten gegeneinander abzuwägen sind, kommen Optimierungen erst bei der Endplanung zum Tragen):
(1): Einhalten der vergebenen Liefertermine
(2): Bestimmen der kürzestmöglichen Liefertermine
(3): Minimieren der End- und Zwischenvorräte
(4): Maximieren der Anlagenbelastungen
(5): Gewährleisten einer maximalen Planungskontinuität
In die Liefertermine eingebaute, empirisch bestimmte Pufferzeiten begrenzen das Ausfallrisiko.
Die zweite Priorität führt zu einer maximalen Anlagenbesetzung. Dem Kunden wird zunächst der Minimaltermin vorgeschlagen, was ihn jedoch nicht verhindert, seinen Bedürfnissen nach einem beliebig späteren Lieferdatum den Vorzug zu geben. Um bei Neueingängen sowohl für Minimal- als auch für Ausstelltermine den nötigen Platz zu schaffen, darf die Ausführung der Altbestellungen vorverschoben werden, was zu vergrößerten Lagerbeständen führt. Der mit der Zusatzproduktion übereinkommende Mehrumsatz dürfte in der Regel genügen, um zumindest die erhöhten Produktions- und Lagerhaltungskosten zu decken.
Liegt der Liefertermin einmal fest, so sorgt die dritte Priorität für die Ausführung der Bestellungen möglichst nahe am Liefertermin, d. h. für minimale Lagerbestände. Außerdem wird damit Raum frei für möglichst frühe Minimaltermine zugunsten von Neueingängen.
Bei jeder Neuausrichtung des Belastungsschemas wird aus Kontinuitätsgründen das laufende Programm möglichst beibehalten. Die von den veränderten Umständen erforderten Abweichungen der neuen gegenüber den vorherigen Losfolgen sind auf ein Minimum zu beschränken.
Die Kontinuität beinhaltet auch die Wahrung der von den Kunden erworbenen Rechte:
· entgegen dem Prinzip first in first out sind es im Falle von Terminüberschreitungen nicht die Bestelldaten sondern die vereinbarten Liefertermine, die die Rangordnung der Aufträge bestimmen. Mit der Vereinbarung des Ausstelltermins verliert der Kunde jeden Anspruch auf vorhergelegene Fertigungsmöglichkeiten, sodass keiner der Termine auf Grund seines Eingangsdatums oder des ihm einst zugeordneten Minimaltermins eine Rückwirkung auf andere Termine haben kann
· je höher die Anzahl der ungewollten Produktionsunterbrechungen während der Verweilzeit einer Bestellung im Auftragsbestand, desto größer ihr Risiko einer Terminüberschreitung. Ein Ausgleich zwischen Früh- und Spätbuchungen findet nicht statt
In Anbetracht der vier Prioritäten geht jede Planung von drei Datensätzen aus:
· den Fertigungskenndaten der Lose (pro Los: Anzahl, Art, Folge und Dauer der Arbeitsgänge; zeitliche Mindestabstände zwischen ihnen)
· den Lieferterminen
· den Losfolgen des laufenden Programmes
Grundbegriffe.
Die verschiedene Produkte umfassenden Bestellungen der Kunden werden in Posten austauschbarer Artikel aufgefächert; aus praktischen Gründen werden die Posten gelegentlich weiter in Lose (batches) unterteilt.
Eine beliebige Anzahl der die Gesamtanlage ausmachenden Teilanlagen führen an den Artikeln, gemäß deren Fertigungsschematas (Fertigungsmuster), eine beliebige Anzahl von Bearbeitungen aus (hier in vorbestimmter Reihenfolge). Pro Produkt hat jede Teilanlage ihren eigenen Arbeitstakt (Kehrwert der Bearbeitungsdauer eines Artikels; hier konstant in der Zeit und unabhängig von der Produktfolge).
Die Produktionskapazität einer Teilanlage wird bestimmt von ihrem Arbeitskalender, von dem Mix der Produkte und deren Produktionsrythmen.
Bei durchgehendem Betrieb, was hier vorausgesetzt sei, lässt sich die Produktionsbereitschaft einer Teilanlage darstellen als eine ununterbrochene Zeitachse mit dem Tagesdatum als Nullpunkt. Wegen einer Panne zum Beispiel kann der Nullpunkt der betroffenen Anlage sich dem Tagesdatum gegenüber verschieben.
Auf der Kalenderachse ist jeder Punkt ein Datum. Die Bearbeitungsdauer eines Loses in einer der Anlagen ist die Zeitspanne zwischen seinem Beginn- oder Startdatum und seinem End- oder Ausführungsdatum (die absichtliche Unterbrechung einer Losbearbeitung ist nicht zugelassen). Pro Teilanlage können verschiedene Lose nur nacheinander bearbeitet werden.
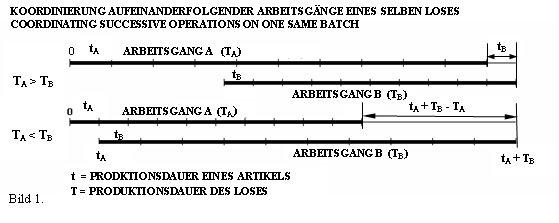
KOORDINIERUNG AUFEINANDERFOLGENDER ARBEITSGÄNGE EINES SELBEN LOSES
Bild 1 (eingangs unter "inhoud blog" auf "Bild 1" klicken) |
Zwischen zwei unmittelbar aufeinanderfolgenden Bearbeitungen A und B eines selben Loses in den zwei verschiedenen Teilanlagen FA und FB wird der Zeitabstand an dem Unterschied der Enddaten von A und B gemessen.
Dieser Abstand ist mindestens gleich dem Überhang (TB TA) der Bearbeitungsdauer TB von B gegenüber der (TA) von A (TA < TB, Bild 1 unten). Außerdem kann FB mit der Bearbeitung von B nicht beginnen, bevor FA den ersten Artikel angeliefert hat: Dem Überhang wird noch die Bearbeitungsdauer tA eines Artikels hinzugefügt.
Dauert die Bearbeitung A des Loses länger (TA > TB, Bild 1 oben; Überhang mit Null- oder Negativwert), dann beträgt der Abstand mindestens die Produktionsdauer tB eines Artikels.
Wegen der Transferzeiten und der nötigen Konditionnierung der Produkte (Abkühlung, Trocknung, Gärung, ...) kann der Mindestabstand sich vergrößern. Außerdem wird er gelegentlich aus Sicherheitsgründen willentlich erweitert zur Schaffung der zu Pufferzwecken eingeplanten gebrauchsfertigen Zwischen- und versandbereiten Endvorräte. Die durch die pauschale Permutationsspanne bedingte weitere Verlängerung der Zeitabstände soll bei der Endplanung das Einhalten von Sequenzvorschriften ohne Risiko von Terminüberschreitungen ermöglichen. In der Folge gelten die so erweiterten Abstände als Mindestwerte.
Es entstehen Kreisläufe (Schleifen), wenn das Fertigungsmuster unmittelbar oder nach einer oder mehreren anderweitigen Zwischenbearbeitungen das Los ein zweites (oder drittes, ...) Mal durch dieselbe Teilanlage (FX) schickt. Ist der ursprüngliche Abstand zwischen den aufeinanderfolgenden Bearbeitungen Xn, Xn+1 des Loses in FX kleiner als die Bearbeitungsdauer von Xn+1, so muss er auf diese verlängert werden. Der ursprüngliche Abstand ist gleich der Summe der minimalen Abstände des Fertigungsschemas zwischen Xn und Xn+1 (Xn+1 inbegriffen).
Nach seiner Bearbeitung ist jedes Los seinem Mindestabstand entsprechend eine Zeitlang nicht verfügbar für seine Weiterverarbeitung und befindet sich mittlerweile auf Lager. Nichtverfügbarkeitsdauer (Mindestabstand zum vorhergehenden Arbeitsgang des Loses) und Bearbeitungsdauer (an besagtem Arbeitsgang) sind verschiedenartige Größen. Bei Tunnelöfen mit hohem Ausstoß und langen Durchlauf- und Abkühlzeiten ist der Unterschied besonders ausgeprägt: Während im Schnitt die Entnahme der Artikel im Sekundentakt erfolgt, benötigen Durchlauf und Konditionnierung Stunden, wenn nicht Tage.
Priorität (2) mit ihrer Vorverschiebung der Altlose führt gemeinhin zu einer Überschreitung der Mindestwerte und zu weiteren Vorratserhöhungen.
Außer auf die Fertigungskenndaten der Produkte, die Liefertermine und Losfolgen stützt sich die Auftragsbetreuung auf das Verzeichnis der Vorratsbestände.
Die bereits erfolgten Bearbeitungen eines Loses führen auf dem betroffenen Zwischenlager zu einem Halbfabrikat (Halbzeug, Vorprodukt). Das Fertigungsschema des betreffenden Loses wird dadurch verkürzt: Es entsteht ein Stummelschema oder Stummellos. Da die Weiterverarbeitung des bereits gefertigten Halbfabrikats nicht vor seinem Verfügbarkeitsdatum durchgeführt werden kann, bleibt gegebenenfalls die zuletzt ausgeführte Bearbeitung als Phantom erhalten und zwar am Nullpunkt der ihr zugeteilten Anlage, mit einer auf null herabgesetzten Bearbeitungsdauer und einem der verbleibenden Nichtverfügbarkeitsspanne angepassten Zeitabstand. Stummellose sind keine Ausnahmeerscheinungen; sie sind in jedem Augenblick die normale Folge einer durchgehenden Produktion.
Unter Umständen kann der vollbesetzte oder festprogrammierte Teil der Anlagen bis zu einem gewissen Datum ausgeklammert werden. Die Nullpunkte der Teilanlagen verschieben sich entsprechend; an den Nahtstellen entstehen virtuelle Stummellose.
Nach ihrem Versand verlassen die Lose den Auftragsbestand. Pro Los fallen im Prinzip Fälligkeits- und Versanddatum zusammen. Der Auftragsbestand ist zugleich Terminplan. Abgesehen von Fällen höherer Gewalt sind die mit den Kunden vereinbarten Termine, d. h. Versanddaten, (beiderseits) verbindlich.
Werkzeuge.
Folgebestimmungen.
Das System greift auf drei Arten von Folgen zurück:
· pro Los, auf die vorgeschriebene Folge der Arbeitsgänge
· pro Teilanlage, auf die Reihenfolge der Lose und zwar die ihrer Bearbeitungsenddaten (Losfolge)
· für die Gesamtanlage, auf die Reihenfolge der Lose querbeet durch alle Teilanlagen und zwar die der Startdaten der Erstbearbeitungen (Gesamtfolge)
Folgeneutrale Rückwärts- resp. Vorwärtsglättung (down-, up-levelling).
Eventuelle Überlappungen von Arbeitsgängen pro Anlage oder Unterschreitungen der Mindestabstände zwischen den Bearbeitungen eines selben Loses sind zu bereinigen. Dabei dürfen, bei unveränderten Losfolgen, die beanstandeten Lose oder Bearbeitungen nur rückwärts bzw. vorwärts (entgegen der Zeitrichtung oder in Zeitrichtung) minimal, gerade noch bis zur Behebung des Missstandes verschoben werden.
Die Rückwärtsglättung kann zu Startdaten führen, die den Nullpunkt der einen oder der anderen Anlage unterschreiten.
Die Vorwärtsglättung setzt eine Nulljustierung voraus, die im Bedarfsfalle das erste Los in Zeitrichtung verschiebt, bis dessen Startdatum mit dem Nullpunkt der betroffenen Anlage zusammenfällt.
Folgeneutrale Verdichtung der Anlagenbelastung.
Mit Beibehalt der Losfolgen und unter Vermeidung von Überlappungen werden die Lose maximal gegen die respektiven Nullpunkte zusammengerückt. Weder die Nullpunkte der Anlagen noch die Mindestabstände zwischen den Bearbeitungen dürfen unterschritten werden.
Straffung der Zeitabstände.
Das Lagerpotenzial eines Belastungsschemas ist die ungewichtete Summe aller effektiven Zeitabstände zwischen den Bearbeitungsgängen der Lose, zuzüglich der Zeitabstände zwischen den (nicht verspäteten) effektiven Bereitstellungsdaten und den respektiv gewünschten Terminen.
Zur Herabsetzung des Lagerpotenzials wird jeder einzelne der oben definierten Zeitabstände darauf hin geprüft, inwieweit er seinem Zielabstand angenähert werden kann. Eine Annäherung ist nur dann zulässig, wenn sie das Lagerpotenzial nicht erhöht und (nach Rückwärtsglättung und eventuell anschließender Vorwärtsglättung) kein einziges der Lose über dessen Termin hinaus verspätet oder noch weiter verspätet.
Buchung von Neueingängen.
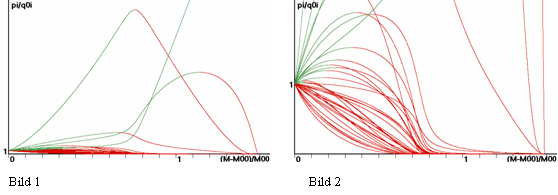
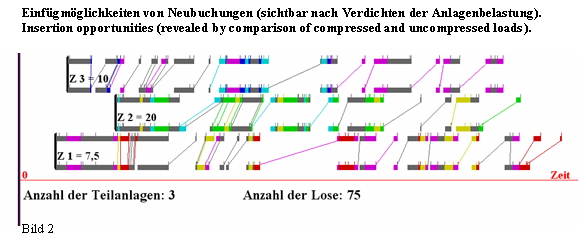
Der Vergleich der Anlagenbelastung und ihrer Verdichtung weist sämtliche Einfügmöglichkeiten aus, was sowohl Losgrößen als auch Liefertermine betrifft. Auf Bild 2 ergeben die Schrägstriche den Raum, der pro Teilanlage zwischen dem unverdichteten Startdatum irgendeiner Bearbeitung und dem verdichteten Enddatum der vorausgehenden Bearbeitung zum Einfügen des Neuloses zur Verfügung steht.
Das Einfügen eines Loses erfolgt separat für jede einzelne seiner Bearbeitungen und zwar in drei Schritten, wobei für die zwei ersten, unter Berücksichtigung der Zeitabstände, jedesmal von der ersten sich anbietenden Einfügmöglichkeit Gebrauch gemacht wird :
· zuerst, zur Bestimmung des Minimaltermins, Einfügung stromabwärts, d. h. von der ersten bis zur letzten Bearbeitung des Neuloses
· anschließend, zur Minimierung der Zeitabstände zwischen den Bearbeitungen des Neuloses, Einfügung stromaufwärts, d. h. von seiner letzten bis zu seiner ersten Bearbeitung; der Ausgangspunkt dieser zweiten Prozedur ist entweder der Minimaltermin selbst oder ein vom Kunden gewünschtes späteres Lieferdatum
· abschließend, Zusammenfassung der separat eingefügten Bearbeitungen zu einem Los
Nach jeder einzelnen Einfügung ist eine folgeneutrale Rückwärtsglättung sowie eine Neufassung des Verdichtungsschemas fällig.
Neuausrichtung des Belastungsschemas der Anlagen.
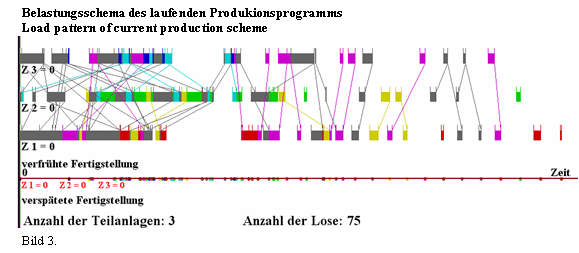
Ausgangspunkt des Verfahrens ist das dem laufenden Programm entsprechende Belastungsschema der Anlagen.
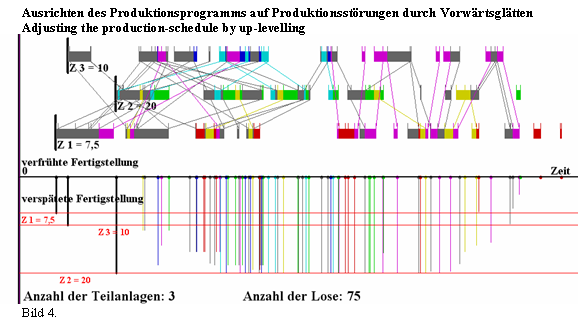
Um eventuellen unsachgemäß vorgenommenen Programmänderungen Rechnung zu tragen, erfährt das Belastungsschema zunächst eine Rückwärtsglättung. Unterschreiten einzelne Lose den einen oder anderen Anlagennullpunkt, so wird anschließend eine Vorwärtsglättung ausgeführt.
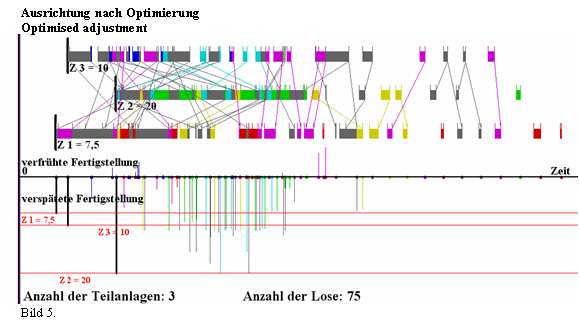
Eines nach dem anderen, der Gesamtfolge nach, wird jedes Los, ohne die Lage der übrigen Lose zu verändern, zuerst von dem Belastungsschema entfernt, um dann unverzüglich sozusagen als Neulos wieder eingeführt zu werden. Als Ausgangspunkt des zweiten Verfahrensschrittes dient im Falle einer Terminüberschreitung der Endpunkt des ersten Schrittes, andernfalls der Liefertermin.
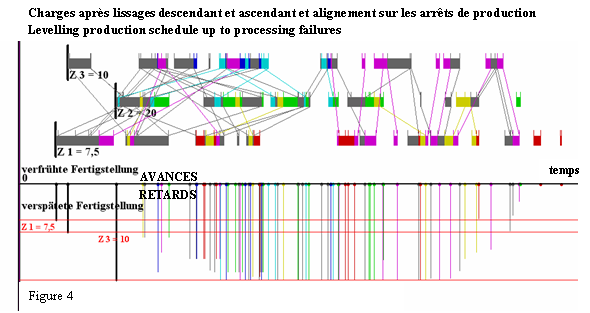
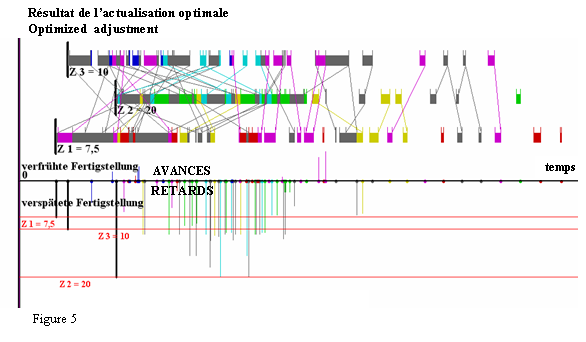
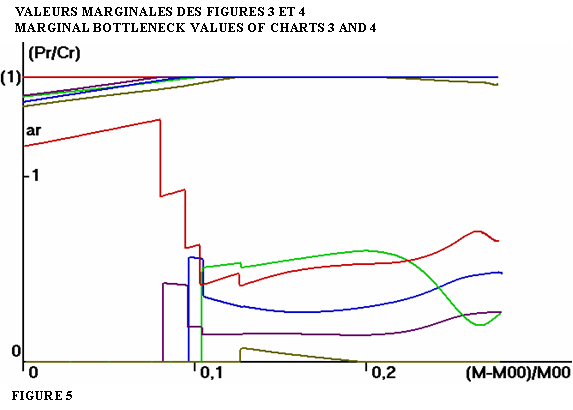
Die Abbildungen 4 und 5 zeigen, wie die Neuausrichtung unnötig verfrühte oder einen Teil der verspäteten Lose auf die unter den gegebenen Umständen optimalen Lieferdaten versetzt.
Zum Abschluss kann eine Straffung der Zeitabstände das Lagerpotenzial noch etwas herabsetzen.
Anwendungsmöglichkeiten des Buchungs- und Planungsalgorithmus.
Die Zuständigkeit der Methode geht weit über die oben behandelten Produktionsbedingungen hinaus. Sie kann ohne weiteres angepasst werden, u. a.[1]:
· an nicht vorgegebene Bearbeitungsfolgen pro Los
· an zeitabhängige Kapazitäten
· an multiple, über die Kapazitätsbegrenzungen hinausgehende Produktionsbeschränkungen
· an gekoppelte Einrichtungen
· an mehrteilige Produkte, deren Einzelteile in einschlägigen Fertigungsstätten in je beliebig vielen Arbeitsgängen hergestellt und in Zwischen- und Endmontagehallen zusammengefügt werden
· an parallele Teilanlagen, denen die Lose optimal zuzuteilen sind
· an Produktionskampagnen (production runs)
· an die Vergabe von Vorzugsterminen
· an die Aufteilung der Kapazitäten unter mehrere Partner, ein jeder mit eigener Verwaltung seines Terminkalenders
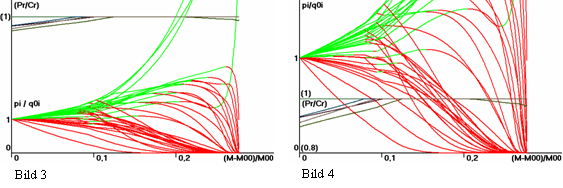
Auf den Abbildungen 2 bis 5 wird die Arbeitslast der Teilanlagen mit je einem (oder auch zwei) Horizontalbalken dargestellt.
Die rot-, grün- und blaugefärbten Lose werden in je einem Arbeitsgang resp. auf Anlage 1, 2, 3 gefertigt; die gelb-, türkis- und lilafarbigen Lose in zwei Arbeitsgängen in der einen oder anderen vorgeschriebenen Reihenfolge und zwar auf den Anlagen 1, 2; 2, 3 resp. 1, 3. Die in drei Arbeitsgängen in allen möglichen vorgeschriebenen Folgen auf den Anlagen 1, 2 und 3 bearbeiteten Lose sind in Grau gehalten. Die Lieferdaten, Fertigungsabläufe, Produktionsdauern und Mindestzeitabstände zwischen Arbeitsgängen sind mit Hilfe von Zufallsgeneratoren bestimmt worden.
Die oberen Vertikalstriche begrenzen die Lose.
Bild 2 weist pro Teilanlage zwei Balken auf: den oberen für das effektive Belastungsschema, den unteren für die Belastung nach Verdichtung. Die Schräglinien entsprechen den Einfügmöglichkeiten pro Anlage.
Die Schräglinien der Diagramme 3 bis 5 verbinden die Bearbeitungen eines selben Loses .
Wegen angenommener Pannen sind auf den Bildern 4 und 5 die Nullpunkte (Z1, Z2, Z3) der Anlagen um 7.5, 20, resp. 10 Zeiteinheiten gegenüber dem Tagesdatum verschoben (eine Zeiteinheit entspricht der mitteleren Dauer der Arbeitsgänge).
Die Stabdiagramme messen pro Los den Vorsprung (verfrühte Fertigstellung: nach oben gerichtete Stäbe) oder den Rückstand (verspätete Fertigstellung: nach unten gerichtete Stäbe) der abschließenden Bearbeitung gegenüber dem Terminplan (Zeitabstand, Nichtverfügbarkeitsdauer vor Versand mit eingerechnet).
Einfügmöglichkeiten von Neubuchungen (sichtbar nach Verdichten der Anlagenbelastung).
Bild 2 (eingangs unter "inhoud blog" auf "Bild 2" klicken)
Belastungsschema des laufenden Produkionsprogramms
Bild 3 (eingangs unter "inhoud blog" auf "Bild 3" klicken)
Ausrichten des Produktionsprogramms auf Produktionsstörungen durch Vorwärtsglätten
Bild 4 (eingangs unter "inhoud blog" auf "Bild 4" klicken)
Ausrichtung nach Optimierung
Bild 5 (eingangs unter "inhoud blog" auf "Bild 5" klicken)
[1] Cahiers de gestion, éd. Centre Universitaire de Luxembourg (2003): H. Muller GESTION INTÉGRÉE DE LENTREPRISE: LÉCHÉANCIER PROGRAMMABLE
20-11-2005, 22:12
Geschreven door Henri 
|