|
Léchéancier fiable.
Fundamentals of reliable production scheduling.
Henri Muller.
Any manufacturer will have experienced the very irritating problems related to late delivery. Despite bulky inventories, every now and then a customers urgent need cannot be satisfied at the date agreed upon. The author shows the way out.
Tout entrepreneur sait à quel point il est difficile de respecter les délais de livraison accordés à une clientèle de plus en plus pointilleuse à cet égard. Trop souvent, la pléthore des stocks nempêche pas les marchandises réclamées durgence de ne pas être disponibles à temps. On trouvera ici une analyse serrée des causes de telles défaillances et les remèdes à y apporter.
Objectifs et contraintes.
Echéancier et programme de mise en fabrication sont les deux aspects dune même réalité. En dernier ressort, lenregistrement de nouvelles commandes ne peut se faire quà partir de programmes de simulation. Dépendant dans une certaine mesure de facteurs aléatoires, lévolution des productions doit constamment être réalignée sur léchéancier, qui, à son tour, tient compte à tout moment des modifications imposés par les clients en ce qui concerne les dates précises de livraison, ainsi que les quantités et les produits mêmes à fournir. Lobjectif de notre analyse est celle daccorder en toute circonstance des délais de livraison fiables, compatibles avec létat du carnet des commandes et de loutil de production. Inversement, les programmes de mise en fabrication doivent sans relâche être réactualisés.
La mise en fabrication est tributaire de trois types de contraintes techniques :
· capacités de production des différentes installations et temps de production des produits)
· durées délaboration des produits après mise en fabrication (déterminant la durée du séjour dun produit dans la structure de production ; v. plu loin : coordination des opérations séquentielles sur un même article)
· par installation, séquences prescrites ou préférentielles des différents articles à mettre en fabrication
En règle générale, les nouvelles commandes, fraîchement entrées, sont enregistrées dans la partie incomplète de léchéancier, dans un environnement lacunaire. Voilà pourquoi, quand, à la mise en fabrication, lordre de succession des produits ou groupes de produits est prescrit (« prescriptions de séquence »), sauf cas particuliers, une simulation détaillée des productions ne sera possible que lorsque la charge complète des installations sera connue. En attendant, le problème peut être résolu par lintroduction dun ou de plusieurs paramètres forfaitaires (« marges de séquençage »). Ils concrétisent la marge de manuvre qui, lors de la programmation définitive, sera nécessaire à la permutation des commandes. La charge des installations ainsi établie servira de programme préliminaire dans lequel pourra sinscrire la programmation finale
Rendant superflu le recours à des algorithmes explicites doptimalisation, la hiérarchisation univoque des priorités mène, par définition, à des résultats optimaux (les algorithmes doptimalisation ne sont dapplication qua posteriori dans le cas de séquences prescrites ; ils cherchent à établir, lors de la programmation finale, léquilibre le plus avantageux entre frais de stockage et coût de mise en uvre du programme):
(1): respecter les échéances convenues
(2): offrir à la clientèle les échéances les plus rapprochées possibles
(3): minimiser les stocks finals et intermédiaires
(4): maximiser les charges des installations
(5): maintenir dans la mesure du possible la continuité de la programmation
Les marges tampon inclues forfaitairement dans les délais de livraison limitent les risques de dépassement des dates de fourniture. Généralement la détermination de ces marges est empirique.
La deuxième priorité tend à densifier autant que possible la charge des installations. Le client est libre néanmoins de choisir une date de livraison ultérieure quelconque, convenant le mieux à ses besoins. Les lots déjà en place sont susceptibles dêtre avancés afin de libérer les capacités nécessaires à la réalisation des nouveaux lots aux dates voulues. Le procédé, qui a lavantage de compacter les charges, a linconvénient de majorer les stocks. Normalement, on devrait être en droit dadmettre que la profitabilité de lentreprise permet au supplément du chiffre daffaires de couvrir au moins les frais de production et de stockage quil implique.
Une fois léchéance fixée, la troisième priorité fait réaliser le lot le plus près possible de sa date de livraison. Les stocks sen trouvent diminués. Les charges ainsi libérées augmentent les chances des nouvelles commandes de se faire livrer dans les délais les plus brefs.
Cest la cinquième priorité qui oblige à fonder lactualisation des charges sur le programme de production en cours. La mise en conformité avec léchéancier se fait en suivant strictement les priorités (et leur hiérarchie) énoncées ci-dessus, tout en sécartant le moins possible du programme tel quil se présente à ce moment-là. La continuité de la programmation rassure les clients et, de surcroît, sauvegarde leurs droits acquis :
· à lopposé du principe « premier entré premier servi », ce sont leurs dates de livraison convenues et non leurs dates denregistrement qui décident des préséances des différentes commandes. En imposant une date ultérieure à la date la plus rapprochée possible, le client renonce à toute priorité par rapport aux commandes à dates de livraison antérieures, même si elles ont été enregistrées après sa commande à lui
· une commande risque dautant plus des retards pour causes de dinterruptions non voulues de la production que son séjour dans le carnet est long ; cependant, une égalisation des retards entre commandes nouvelles et anciennes naura pas lieu
Compte tenu des cinq priorités, toute programmation se fonde sur trois relevés :
· caractéristiques des lots (par lot : nombre, types, suite et durées des opérations à subir ; durée minimales entre opérations)
· léchéancier
· par installation, séquences de mise en fabrication prévues au programme en cours.
Notions de base.
Les commandes émanant des clients et comportant des produits différents sont subdivisées en références (rubriques, lignes), dont chacune correspond à des articles strictement interchangeables. Pour des raisons de convenance, à loccasion, les références peuvent être scindées en lots (batches).
Un nombre quelconque des installations faisant partie de la structure (du réseau) de production fait subir aux articles chacune une transformation (opération) spécifique (ici dans un ordre prédéterminé). En principe, à travers le réseau de fabrication, chacun des articles suit son parcours propre ; lensemble des opérations auxquelles il est soumis représente sa gamme opératoire (operational pattern). Par installation, chaque produit est transformé à une cadence qui lui est propre (inverse du temps de production nécessaire à la réalisation dun article, ici constant dans le temps et indépendant de la suite des articles à linstallation considérée).
La capacité de production dune installation dépend de son calendrier de travail.
Ici, dans lhypothèse dune disponibilité continue de toutes les installations, chacune dentre elles est représentée par son axe des temps, ayant la date du jour comme point zéro. Suite à une panne, par exemple, le point zéro de linstallation considérée peut ne pas coïncider avec la date du jour.
Sur laxe des temps, chaque point représente une date. Le temps de production dun des lots à une des installations faisant partie de sa gamme opératoire est le laps de temps sécoulant entre ses dates de lancement et de réalisation (une interruption intentionnelle de la transformation en cours nest pas admise). Par installation, le passage des lots ne peut être que séquentiel.
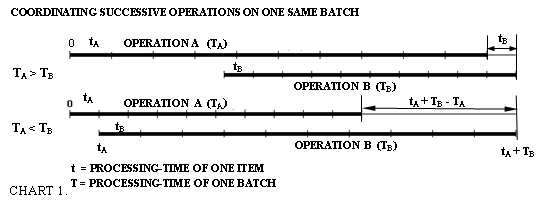
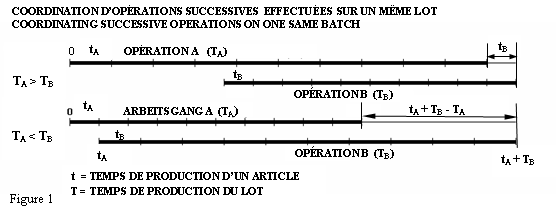
Lécart entre deux opérations A et B immédiatement consécutives effectuées sur un même lot par les deux installations FA et FB est mesuré par le laps de temps séparant les dates de réalisation de A et de B. Le temps de production du lot, TA, peut être supérieur ou inférieur à TB. Lécart doit être au moins égal à TB TA, sans cependant pouvoir devenir plus petit que zéro (v. figure 1). Vient sy ajouter le temps de production tA dun article en A car lopération B ne peut démarrer avant que le premier article en provenance de B lui soit parvenu. Les temps de transfert dinstallation en installation et le conditionnement des produits (imposés par les procédés de fabrication : refroidissement, séchage, fermentation,
) peuvent accroître lécart minimum. En outre, pour des raisons de sécurité, cet écart est à loccasion prolongé dans le but de créer, tels que prévus, les stocks tampon intermédiaires ou finals. En cas de prescriptions de séquence, la marge de manuvre pour permutations a posteriori vient encore gonfler les écarts entre opérations (p. ex., un produit réalisé une fois toutes les trois semaines par une campagne de production de 5 heures demande une marge de séquençage de 1.5 semaines). Lensemble de ces écarts entre opérations immédiatement consécutives effectuées sur un même lot sera désigné par « décalage chronologique ». Il sagit dun minimum que, sous peine de retards, lécart effectif doit au moins égaler, mais auquel, par les nécessités de la programmation (notamment du fait de la priorité (2)) il arrive dêtre dépassé.
Si la gamme opératoire fait passer le lot directement (ou après un détour par dautres installations) une deuxième, troisième,
fois par une même installation FX, nous sommes en présence de boucles. Le décalage chronologique de base entre les opérations successives Xn, Xn+1 constituant une boucle doit être égal ou supérieur au temps de production en Xn+1 ; sinon, le décalage doit être majoré en conséquence (le décalage de base est la somme des décalages minimaux déterminés en labsence de boucles propres aux opérations situées entre Xn,et Xn+1, celui de Xn+1)y inclus).
Après avoir subi une des opérations, le lot nétant pas immédiatement disponible pour sa transformation subséquente, il est mis en stock. pendant un temps égal à son décalage chronologique. Durée de non disponibilité ou délai de disponibilité (décalage chronologique par rapport à lopération immédiatement précédente) et temps de production (durée dexécution de lopération considérée) sont des grandeurs fondamentalement différentes. Pour les fours tunnels à forte production, que les produits traversent à faible vitesse avant de subir un refroidissement de longue durée, la différence est particulièrement prononcée. Le débit (inverse du temps de production) se mesure en secondes ; la traversée du four et le refroidissement des produits la durée délaboration prennent des heures, sinon des jours.
En plus des caractéristiques des produits, de léchéancier et de la succession des lots au programme de mise en fabrication du moment, la gestion du carnet est fondée sur le relevé des stocks.
Toute gamme opératoire en cours dexécution mène à chacune des étapes de sa réalisation à la mise en stock du demi-produit correspondant. La gamme sen trouve raccourcie : il y a naissance dun lot tronqué. Comme la transformation consécutive du lot concerné ne peut se faire avant sa date de disponibilité, lopération la dernière effectuée reste conservée en tant quopération fantôme, se situant au point zéro de linstallation afférente, ayant un temps de production réduit à zéro et un décalage chronologique égal au solde du délai de disponibilité. La création de lots tronqués nest pas un phénomène exceptionnel ; elle est continue en tant que conséquence normale dune production par gammes opératoires.
À loccasion, la partie saturée ou définitivement programmée des installations peut être mise hors programme moyennant une translation correspondante des points zéro ; à lendroit des points zéro virtuels naîtront des lots tronqués virtuels.
Après leur expédition, les lots quittent léchéancier. Par lot, échéance et date dexpédition coïncident. En principe, léchéancier fait également fonction de plan dexpédition. Abstraction faite de cas de force majeure, les dates dexpédition convenues avec les clients lient les deux parties.
Outils.
Pour commencer, nous allons créer les outils nécessaires à lactualisation des charges.
Séquençages.
Il faut distinguer trois sortes de séquences (de suites) :
· par lot, la suite des transformations que subissent les lots du fait de leurs gammes opératoires respectives (suite des opérations) ;
· par unité de production, la suite des lots et notamment celle de leurs dates de réalisation ;
· pour lensemble des installations, la suite des commandes et notamment celle des dates de lancement des toutes premières transformations qui correspondent à leurs gammes opératoires respectives.
Lissages descendant ou ascendant (down-, up-levelling).
Tous les lots A, B, qui à une même unité de production se chevauchent plutôt que de se suivre conformément à une séquence donnée sont départagés en faisant
· soit avancer A jusquà faire coïncider sa date de réalisation avec la date de lancement de B (lissage descendant),
· soit reculer B jusquà faire coïncider sa date de lancement avec la date de réalisation de A (lissage ascendant).
Ces déplacements font varier les écarts au sein des gammes opératoires. Si, pour un lot quelconque A, lécart entre deux opérations consécutives Ax et Ax+1 en devient inférieur au décalage chronologique (minimum admissible), il y est ramené en faisant
· soit avancer lopération damont Ax (en cas de lissage descendant),
· soit reculer lopération daval Ax+1 (en cas de lissage ascendant).
Suppression des chevauchements et rétablissement des écarts pouvant se contrarier, les procédures de lissage sont itératives.
Le lissage ascendant nest effectué que si le lissage descendant a abouti à des dates de lancement inférieures au point zéro de lune ou de lautre unité de production. A chacune des unités concernées, la date de lancement du premier lot de la séquence est alors alignée sur le point zéro correspondant.
Les lissages laissent inchangé lordre de succession des lots.
Compression des charges.
En maintenant les séquences (suites des lots), en évitant tout chevauchement de lots et en respectant les écarts minimaux entre opérations, les charges sont refoulées autant que possible vers les points zéro des différentes unités.
Resserrement des écarts.
Le « potentiel de stock » dun schéma de charge donné concerne tous les lots qui y figurent et notamment leurs gammes opératoires. Il est la somme non pondérée de tous les écarts effectifs entre opérations, auxquels viennent sajouter les avances des dates de mise à disposition finale par rapport aux échéances correspondantes (les retards nétant pas mis en compte).
Dans le but de réduire ce potentiel, écarts et avances sont dans la mesure du possible ramenés un à un à leurs valeurs minimales. Tout resserrement est acceptable pour autant quil ne fait pas augmenter le potentiel de stock et ne met pas en retard un quelconque des lots par rapport à son échéance ou naccentue pas un retard préexistant (le lissage descendant qui suit toute tentative de resserrement ne doit pas mener à des dates de production inférieures aux points zéro).
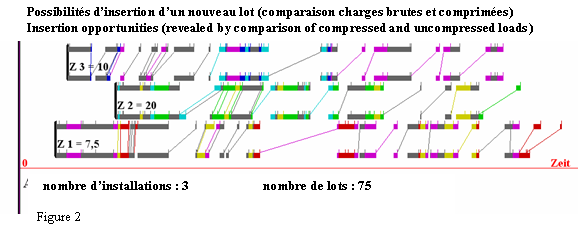
Insertion dun lot.
En comparant charges brute et compactée dune installation, toutes les possibilités dinsertion quant à la taille et au délai de livraison du lot se révèlent. Au diagramme 2, les traits obliques indiquent par installation lespace disponible entre la date brute de lancement dune opération quelconque et la date compactée de réalisation de lopération qui la précède immédiatement.
Linsertion dun lot se fait séparément pour chacune des opérations faisant partie de sa gamme et ce en trois étapes, dont les deux premières, en tenant compte des décalages chronologiques entre opérations dune installation à lautre, profitent systématiquement des premières occasions dinsertion :
· dabord, afin de déterminer la date de livraison minimale, insertion damont en aval, de la première à la dernière opération du lot à insérer
· ensuite, afin de minimiser les écarts entre les opérations, insertion daval en amont, de la dernière à la première des opérations du lot à insérer ; la deuxième étape a comme point de départ, soit la date de livraison minimale, soit une date de livraison ultérieure, demandée par le client
· finalement, formation dun seul lot à partir des opérations insérées séparément
Après linsertion de chacune des opérations, lissage descendant et re-compactage de lensemble des charges simposent.
Actualisation du schéma de charge.
La charge qui correspond au programme en cours est le point de départ des procédures.
On tient compte des changements de programme non réglementaires en effectuant dabord un lissage descendant. Si, à une installation quelconque, la date de lancement de lun ou lautre lot sen retrouvera inférieure au point zéro afférent, un lissage ascendant sen suivra.
Dans un ordre correspondant à la suite des commandes, chaque lot, en évitant de déplacer un quelconque autre lot, est dabord éliminé des charges pour, à linstar dun lot fraîchement entré, être aussitôt réinséré (comme ci-dessus en trois étapes). En cas de livraison tardive, en deuxième étape, le point de départ de linsertion sera le résultat de la première étape ; dans le cas contraire, on partira de léchéance (à la réinsertion, certains autres lots seront avancés).
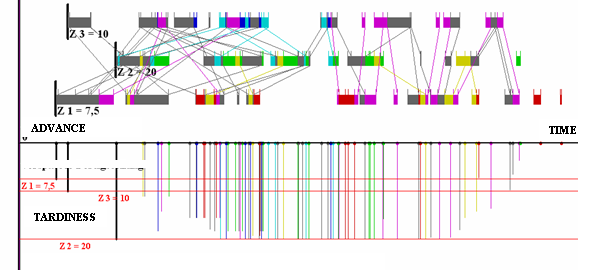
Les figures 4 et 5 montrent comment, en cas davance aussi bien que de retard, lactualisation des charges, compte tenu des circonstances du moment, détecte les positions optimales des lots et de leurs gammes opératoires respectives.
Finalement, la procédure de resserrement des écarts est à même de réduire quelque peu le potentiel de stock du schéma des charges.
Applications diverses de lalgorithme de pré-programmation.
La méthode sadapte aisément à des conditions de production autres que celles traitées ci-dessus :
· à des gammes opératoires dont lordre des opérations peut être quelconque
· à des capacités fonction du temps calendaire
· à des contraintes multiples sajoutant aux simples contraintes de capacité globales
· à des installations couplées
· à des produits composés, dont les éléments sont élaborés dans des ateliers spécialisés, chacun aux gammes opératoires quelconques, pour être assemblés dans des ateliers de montage intermédiaires et finals
· à des installations parallèles (avec allocation optimale des produits)
· à des campagnes de production (production runs)
· à lattribution déchéances de faveur
· à la partition des capacités en cas de filiale exploitée en commun par plusieurs entreprises distinctes
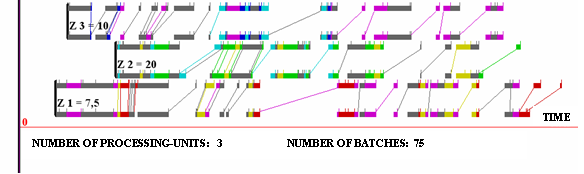
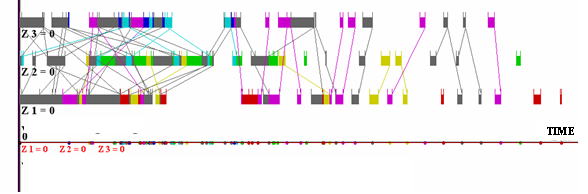
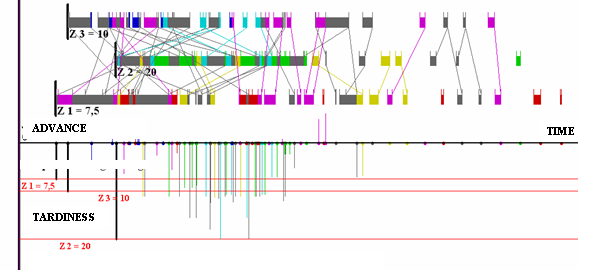
Les figures 2 à 5 se rapportent à une structure de production à 3 installations avec une charge de 75 lots. Elles visualisent par des barres horizontales (une ou deux barres par installation) les charges respectives des 3 installations.
Les lots rouges, verts ou bleus sont réalisés chacun en une seule opération aux installations 1, 2 et 3 respectivement ; les lots jaunes, turquoises et lilas sont réalisés dans lun ou lautre ordre (prescrit) aux installations 1, 2, 3 respectivement ; les lots réalisés en trois opérations, quel quen soit lordre de succession (prescrit), sont de couleur grise. Par lot, les dates de livraison, les gammes opératoires, les temps de production et les décalages chronologiques ont été fixés à laide de générateurs de hasard.
Les traits verticaux supérieurs représentent limites entre lots.
La figure 2 est la seule à avoir deux barres par installation, les barres supérieures représentant les charges effectives, les inférieures les charges compactées. Les traits obliques correspondent aux possibilités dinsertion aux différentes installations.
Les traits obliques des figures 3 à 5 relient les opérations subies par un même lot.
En raison de pannes, aux figures 4 et 5, les points zéro (Z1, Z2, Z3) des installations sont décalés de 7.5, 20 et 10 unité de temps respectivement par rapport à la date du jour (une unité de temps correspond à la durée moyenne des opérations).
Par lot, les diagrammes aux barres verticales (au bas des figures) indiquent lavance (réalisation prématurée : barres dirigées vers le haut) ou le retard (réalisation tardive : barres dirigées vers le bas) de la dernière opération par rapport à son échéance (compte tenu de la durée dindisponibilité avant expédition).
08-12-2005, 20:49
Geschreven door Henri 
|